Должностная инструкция шлифовщика изделий, полуфабрикатов и материалов. Формы документов Процессу труда работника, независимо от того, какие функции он выполняет, свойственны присущие ему закономерности, определяющие
РАБОЧАЯ ИНСТРУКЦИЯ ШЛИФОВЩИКУ ПО ДЕРЕВУ
(2-Й РАЗРЯД)
|
Наименование организации |
УТВЕРЖДАЮ |
|
РАБОЧАЯ ИНСТРУКЦИЯ |
Наименование должности руководителя организации |
|
_________ № ___________ |
Подпись Расшифровка подписи |
|
Место составления |
Дата |
|
ШЛИФОВЩИКУ ПО ДЕРЕВУ (2-Й РАЗРЯД) |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Шлифовщик по дереву принимается на работу и увольняется с работы приказом руководителя организации по представлению __________________________________________________.
1.2. Шлифовщик по дереву подчиняется ________________________________________.
1.3. В своей деятельности шлифовщик по дереву руководствуется:
Уставом организации;
Правилами внутреннего трудового распорядка;
Приказами и распоряжениями руководителя организации (непосредственного руководителя);
Настоящей рабочей инструкцией.
1.4. Шлифовщик по дереву должен знать:
Технологический процесс выполняемой работы;
Технологические карты, рабочие инструкции и другие документы, регламентирующие выполнение соответствующей работы;
Организацию труда на своем рабочем месте;
Правила технической эксплуатации и ухода за оборудованием, приспособлениями и инструментом, при помощи которых он работает или которые обслуживает;
Способы выявления и устранения в необходимых случаях возникающих неполадок текущего характера при производстве работ;
Способы текущего, профилактического и капитального ремонта оборудования при участии рабочего в таких ремонтах;
Нормы расхода горючего, энергии, сырья и материалов на выполняемые им работы, методы рационального использования материальных ресурсов;
Требования, предъявляемые к качеству выполняемых работ, в том числе и по смежным операциям или процессам;
Виды брака, причины, его порождающие, способы его предупреждения и устранения;
Правила внутреннего трудового распорядка в организации;
Правила и инструкции по охране труда, безопасные методы и приемы работы;
Правила охраны окружающей среды при выполнении работ;
Правила, способы, приемы и средства предупреждения и тушения пожаров, предупреждения и устранения последствий аварий, иных происшествий на своем рабочем месте;
Правила и способы оказания доврачебной помощи пострадавшим;
Систему автоматического контроля и сигнализации, правила управления подъемно-транспортным оборудованием и правила выполнения стропальных работ, перемещения и складирования груза, где это предусматривается организацией труда на рабочем месте;
Основы законодательства о труде, договорного регулирования трудовых отношений, в том числе в области оплаты и нормирования труда, содержание коллективного договора и процедуру ведения переговоров по его заключению;
Формы и системы оплаты труда, установленные в организации, их особенности, порядок установления и пересмотра тарифных ставок, норм и расценок;
Порядок и особенности тарификации и перетарификации работ и рабочих;
Основные положения и формы подготовки, переподготовки и повышения квалификации рабочих на производстве;
Принцип действия шлифовальных станков;
Вид и номер шлифовальной шкурки;
Требования, предъявляемые к отшлифованной поверхности.
2. ХАРАКТЕРИСТИКА РАБОТ
Шлифовщику по дереву поручается:
2.1. Шлифование брусковых необлицованных деталей вручную и на станках всех типов (кроме трехцилиндрового).
2.2. Шлифование вручную криволинейных деталей и деталей гнутой мебели.
2.3. Шлифование поверхностей внутренних деталей корпусов музыкальных инструментов.
2.4. Подача и приемка деталей на шлифовальных станках.
2.5. Заоваливание торцев фанерованных щитов на станках всех типов (кроме трехцилиндрового).
Примеры работ.
1. Блоки оконные и дверные - шлифование профилированных брусков.
2. Бочки заливные - шлифование под эмалирование.
3. Детали брусковые прямоугольного сечения - шлифование.
4. Лыжи - шлифование заусенец вручную.
5. Ножки задние гнутых стульев - шлифование вручную.
6. Плиты древесноволокнистые - шлифование после грунтования.
7. Футляры телевизоров и радиоприемников - шлифование абразивами, шкуркой и пемзой.
3. ОТВЕТСТВЕННОСТЬ
Шлифовщик по дереву несет ответственность:
3.1. За неисполнение (ненадлежащее исполнение) своей работы, в пределах, определенных действующим трудовым законодательством Республики Беларусь.
3.2. За совершенные в процессе осуществления своей деятельности правонарушения - в пределах, определенных действующим административным, уголовным и гражданским законодательством Республики Беларусь.
3.3. За причинение материального ущерба - в пределах, определенных действующим трудовым, уголовным и гражданским законодательством Республики Беларусь.
|
Наименование должности руководителя структурного подразделения |
_____________________ |
________________________ |
|
Подпись |
Расшифровка подписи |
|
|
Визы |
||
|
С рабочей инструкцией ознакомлен: |
_____________________ |
________________________ |
|
Подпись |
Расшифровка подписи |
|
|
________________________ |
||
|
Дата |
5.2.3 Организация рабочего места станочника на участке
Организация рабочего места токаря
Рабочее место токаря оснащается: Одним или несколькими станками с комплектом принадлежностей, комплектом технологической оснастки, состоящим из приспособлений, режущего, измерительного и вспомогательного инструмента, комплектом технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т.д.), комплектом предметов ухода за станком и рабочим местом (масленки, щетки, крючки, совки, обтирочные материалы и т.д.), инструментальными шкафами, подставками, планшетами, стеллажами и т.п., передвижной и переносной тарой для заготовок и изготовленных деталей, подножными решетками, табуретками или стульями, а также телефонной или другими видами связи.
Комплект технологической оснастки и комплект предметов ухода за станком и рабочим местом постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и типа производства. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного производства, и значительно меньшим - токари, работающие в условиях серийного и крупносерийного производств. Планировка рабочего места, как и его оснащение, зависят от многих факторов, в том числе от типа станка и его габаритных размеров, размеров и формы заготовок, типа и организации производства и др. Чаще других применяют два варианта планировки рабочего места токаря:
Инструментальный шкаф (тумбочка) располагается справа от рабочего, а стеллаж (приемный столик) для деталей - слева (рисунок 6). Такая планировка является рациональной, если преобладает обработка заготовок с установкой в центрах левой рукой, инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж - с правой (рисунок 7). Такая планировка рабочего места удобна при установке заготовки и снятии обработанной детали правой рукой или двумя руками (при изготовлении длинных и относительно тяжелых деталей). Этот вариант планировки рабочего места наиболее целесообразен в случае обработки небольших партий разнотипных заготовок, требующих частой смены режущего инструмента.

1 – станок; 2 – урна для мусора; 3 – планшет для чертежей; 4 – инструментальная тумбочка; 5 – лоток для инструмента; 6 – решётка; 7 – тара; 8 – приёмный столик.
Рисунок 6 – Схема размещения оргоснастки на рабочем месте токаря.

1 – инструментальный шкаф; 2 – планшет для чертежей; 3 – планшет для измерительных инструментов; 4 – ящик для вспомогательного инструмента; 5 – ящики для инструмента и деталей; 6 – стеллаж; 7 – решётка.
Рисунок 7 – Планировка рабочего места токаря.
В обязанности токаря входят смазка станка и уборка стружки. Токарь периодически должен производить проверку точности работы станка и его регулировку в соответствии с рекомендациями, изложенными в руководстве по эксплуатации.
Плохая
организация рабочего места, загроможденность
его и проходов, неисправность станка и
приспособлений, недостаточное знание
рабочим устройства станка и правил его
эксплуатации, неисправность
электрооборудования и электропроводки,
отсутствие ограждений и предохранительных
устройств, работа неисправным инструментом,
загрязненность станка и подножной
решетки могут привести к несчастным
случаям.
Оптимальная
организация рабочего места принесет
положительные результаты, если в процессе
работы токарь будет предельно внимателен,
так как станок является объектом
повышенной опасности. Для безопасной
работы необходимо правильно назначать
режимы резания, надежно закреплять
заготовку, применять исправный инструмент
со стружколомами, защитные устройства
и т.д.
Организация работы оператора станков с ЧПУ
Функции
обслуживающего персонала на станках с
ЧПУ сводятся к установке, закреплению
и выверке приспособлений и инструмента,
вводу программ или к установке
программоносителя и заготовок, замене
режущего инструмента, снятию обработанных
деталей и наблюдению за работой станка.
На металлорежущем станке с ЧПУ смена
режущего инструмента автоматизирована.
Как правило, станки с ЧПУ обслуживают оператор и наладчик, между которыми возможны два варианта распределения обязанностей. По первому варианту наладку, переналадку и подналадку выполняет наладчик, а оперативную работу и контроль за работой станка - оператор. По второму варианту наладку и переналадку осуществляет наладчик, а подналадку, оперативную работу и контроль за работой - оператор.
Функции наладчика более сложны и обширны, чем оператора. В них входят приемка и осмотр оборудования, подготовка инструмента и приспособлений к наладке, ввод управляющей программы, наладка, переналадка, подналадка и контроль исправности оборудования, инструктаж рабочего-оператора.
Оператор для обеспечения безопасности труда обязан соблюдать правила, характерные для конкретных видов работ.
Перед началом работы оператор должен: проверить работоспособность станка, а для этого с помощью тест-программы проконтролировать работу устройства ЧПУ и самого станка, убедиться в подаче смазки, в наличии масла в гидросистеме, проверить работу ограничивающих упоров; проверить надежность закрепления приспособлений и инструментов, соответствие заготовки требованиям технологического процесса, отклонение от точности настройки нуля станка (не должно превышать норму); отклонение по каждой из координат, а также биение инструмента в шпинделе станка; перед началом работы по программе включить автомат «Сеть», установить заготовку и закрепить ее, ввести в УЧПУ управляющую программу, заправить магнитную ленту или перфоленту в считывающее устройство, нажать кнопку «Пуск» и обработать первую заготовку по программе. Проверить качество обработки первой заготовки на соответствие чертежу. Не допускается устанавливать и обрабатывать на станке заготовки, масса которых превышает допустимую массу, указанную в паспорте станка.
Габаритные размеры и планировка помещений должны обеспечивать свободный доступ ко всем узлам и устройствам станков с ЧПУ во время их работы. Одним из непременных условий, обеспечивающих безопасность труда оператора станков с ЧПУ, является освещенность помещения (200 лк при люминесцентных лампах и 150 лк при лампах накаливания). Уровень освещенности для станков с ЧПУ классов точности В и А должен быть еще выше.
Организация рабочего места шлифовщика
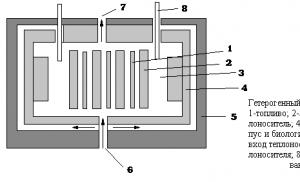
На
рисунке 8 представлена примерная схема
организации рабочего места шлифовщика,
обслуживающего плоскошлифовальный
станок. Перед станком 1 расположена
решетка (подставка) под ноги 3 и стул 4
для отдыха. Слева от него установлен
контрольный столик 2 для измерительного
инструмента, а справа - приемный стол
5 и стеллаж 6 для приспособлений с
выдвижной платформой. Сверху стеллажа
установлена кассета 7 для хранения
абразивного инструмента. Справа от
станка размещена гидростанция 8 и
электрический шкаф 9, а слева - бак 10
для СОЖ.

1 – станок; 2 – контрольный столик; 3 – решётка; 4 – стул; 5 – приёмный стол; 6 – стеллаж; 7 – кассета; 8 – гидростанция; 9 – электрический шкаф; 10 – бак для СОЖ.
Рисунок 8 – Схема организации рабочего места шлифовщика, обслуживающего кругло-шлифовальный станок. Рабочее место шлифовщика оснащают устройством для принудительного отсасывания пыли, чтобы избежать ранения глаз рабочего абразивными зернами при правке шлифовальных кругов. В шлифовальных станках, работающих без применения СОЖ, должна быть предусмотрена возможность подсоединения к ним местной вытяжной вентиляционной системы.
5.3 Система контроля качества продукции
Основными задачами ОТК являются предотвращение некачественной продукции, увеличение дисциплины и ответственности, проверка исходных материалов, инструментов. В процессе изготовления детали «Корпус» применяют следующие методы контроля на механическом участке:
Визуальный, т.е. внешнее определение дефектов;
Геометрический, определяющий точность геометрических форм и размеров с помощью измерительных инструментов и приспособлений (микрометры, штангенциркули, нутромеры; калибр-скобы, калибр-пробки, индикаторы).
Используется выборочный вид контроля – это контроль части изделий, т.е. выбирается любая деталь из партии и измеряется (68%).
5.4 Мероприятия по энерго- и ресурсосбережению
При сравнении в дипломном проекте базового и проектного вариантов технологического процесса четко видна разница по материальным и энергическим затратам.
В проектном варианте может снизиться масса заготовки, что позволит сократить затраты металла на каждую заготовку детали, заданной для проектирования, и на годовой объем выпуска деталей.
Снижение металлоемкости заготовки приводит к уменьшению объема стружки при механической обработке. Следовательно, снижается уровень потребления энергии металлообрабатывающим оборудованием на каждую деталь и на годовой объем выпуска деталей.
Основными
потребителями энергоресурсов в
машиностроительном комплексе являются
металлургическое, термообрабатывающее
и гальваническое производство, где
мерами энергосбережения могут быть
техническое перевооружение, использование
энергии альтернативных источников, в
том числе, отходов собственного
производства.
Но
и в металлообрабатывающем производстве
используется значительное количество
электроэнергии, затрачиваемой на
непосредственную обработку на
металлорежущих станках, для работы
вспомогательного оборудования, на
освещение, обогрев, на транспортирование
деталей, заготовок и стружки.
К снижению уровня энергопотребления приводит использование оборудования с минимальной удельной нормой потребления электроэнергии и с минимально возможной мощностью электродвигателей.
Оглавление книги Следующая страница>>§ 3. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ШЛИФОВЩИКА.
Рабочим местом называется та часть площади цеха с расположенными на ней оборудованием, инструментом и инвентарем, которая находится в распоряжении рабочего, выполняющего порученную ему работу. На рабочем месте шлифовщика находится станок, шкафчик для хранения инструмента (рис. 3) и других принадлежностей, необходимых для работы и обслуживания станка, приспособления, тара для хранения заготовок и готовых деталей.
Инструмент, приспособления, заготовки должны лежать близко от шлифовщика. Предметы, которыми рабочий пользуется чаще всего, должны находиться от него ближе, чем предметы, применяемые реже. Предметы, которые берут правой рукой, следует располагать справа, а те, которые берут левой рукой,— слева. После использования каждый предмет нужно класть на отведенное для него место.
Рис. 3.
При двухсменной работе в шкафчике имеется два отделения, по одному для рабочего в первую и вторую смену. Для большого удобства и лучшего использования объема шкафчика полки выполняются поворотными. Открыв дверь шкафчика, рабочий поворачивает полку и, видя содержимое полки, может легко взять любой из инструментов или приспособление, нужное для работы.
Шлифуемые изделия размещают на крышке шкафчика непосредственно или в специальной таре.
Если площадь крышки не может уместить все заготовки, то поворачивают кронштейн, удлиняющий крышку.
В серийном и единичном производстве к задней стенке шкафчика прикрепляют доску и полку. На доске крепится чертеж детали, а на полку кладут технологическую карту и легкий измерительный инструмент (микрометр, штангенциркуль, скобу, пробку).
Измерительный инструмент необходимо хранить отдельно от рабочего инструмента. В крупносерийном и массовом производстве для хранения сложного измерительного устройства применяют специальные столы.
Рабочее место должно быть организованно рационально. Институт охраны труда и лаборатории НОТ многих заводов установили условия наилучшей организации труда.
У станков должны находиться подставки. Рабочий, стоя на подставке, должен быть в зоне досягаемости станка на высоте 1000—1600 мм от подставки.
Повторяемость однообразных приемов управления станком приводит к утомляемости. Исследования показали, что при выполнении до 180 однообразных приемов в час утомляемость нормальная, а при более 600 — очень большая.
Для сокращения затрат мускульной энергии и уменьшения утомляемости рабочего используют ряд технологических, трудовых и организационных факторов.
Специальная одежда рабочего должна быть удобной, красивой и пригнанной по фигуре. Ткани, из которых шьется одежда, должны быть немнущимися и стойкими.
Станочник обязан следить за чистотой своего рабочего места. Загрязнение рабочего места отходами металла, маслом и эмульсией, загромождение заготовками и обработанными деталями, а также плохое состояние пола (выбоины и трещины) могут быть причиной несчастного случая.
Отходы производства (стружка, всевозможные обрезки и др.) должны систематически убираться с рабочего места. Подача заготовок на рабочее место и удаление готовых деталей должны производиться регулярно.
По состоянию рабочего места можно судить о производственной культуре станочника. Слесари-ремонтники осуществляют технический уход за оборудованием, устраняют поломки и различные дефекты в станках, производят предусмотренные планово-предупредительной системой ремонты. Кроме слесарей-ремонтников, рабочее место станочника обслуживает дежурный электромонтер.
Данная инструкция переведена автоматически. Обратите внимание, автоматический перевод не дает 100% точности, поэтому в тексте могут быть незначительные ошибки перевода.
| Инструкция для должности "Шлифовщик 3-го разряда
", представленная на сайте , соответствует требованиям документа - "СПРАВОЧНИК квалификационных характеристик профессий работников. 42 выпуск. Обработка металла. Часть 1. Руководители, профессионалы, специалисты, технические служащие. Часть 2. Рабочие. Книга 1. "Металлическое литье", "Сварка металла". Книга 2. "Волочение, сдавливание, холодная штамповка металла. Производство нагревательных котлов, металлических резервуаров и подобных изделий", "Ковка, высоко-и низкотемпературная обработка металла". Книга 3. "Точение, сверление, фрезерование и другие виды обработки металлов и материалов", "Покрытие металлов металлами. Окраска". Книга 4. "Покрытие металлов неметаллами: эмалировка и другие виды покрытия", "Слесарные и сборочные работы в производствах машин"", который утвержден приказом Министерства промышленной политики Украины 22.03.2007 N 120. Согласовано Министерством труда и социальной политики Украины. Введен в действие с апреля 2007 г. Статус документа - "действующий" . |
|
Предисловие
0.1. Документ вступает в силу с момента утверждения.
0.2. Разработчик документа: _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _.
0.3. Документ согласован: _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _.
0.4. Периодическая проверка данного документа производится с интервалом, не превышающим 3 года.
1. Общие положения
1.1. Должность "Шлифовщик 3-го разряда" относится к категории "Рабочие".
1.2. Квалификационные требования - полное общее среднее образование и профессионально-техническое образование без требований к стажу работы или полное общее среднее образование и профессиональная подготовка на производстве. Повышение квалификации и стаж работы по профессии шлифовщика 2 разряда - не менее 1 года.
1.3. Знает и применяет в деятельности:
- строение, правила подналадки и проверки на точность шлифовальных станков различных типов;
- устройство и правила применения универсальных и специальных устройств;
- назначение и правила применения сложного контрольно-измерительного инструмента и приборов;
- характеристики шлифовальных кругов в зависимости от форм, твердости, связи и зернистости и условия их применения в зависимости от материала, который обрабатывает, и способов обработки и чистоты обработки, которая требуется;
- скорости вращения шлифовальных кругов, которые допускаются;
- влияние температуры на размеры деталей;
- допуски и посадки, квалитеты и параметры шероховатости (классы точности и чистоты обработки);
- основные свойства материалов, которые обрабатывает.
1.4. Шлифовщик 3-го разряда назначается на должность и освобождается от должности приказом по организации (предприятию/учреждению).
1.5. Шлифовщик 3-го разряда подчиняется непосредственно _ _ _ _ _ _ _ _ _ _ .
1.6. Шлифовщик 3-го разряда руководит работой _ _ _ _ _ _ _ _ _ _ .
1.7. Шлифовщик 3-го разряда во время отсутствия, замещается лицом, назначенным в установленном порядке, которое приобретает соответствующие права и несет ответственность за надлежащее выполнение возложенных на него обязанностей.
2. Характеристика работ, задачи и должностные обязанности
2.1. Шлифует и доказывает детали средней сложности, инструмент из высококачественных сталей круглого профиля по 8 - 10-м квалитетам (3-м классом точности) и параметром Ra 1,25-0,63 (7 - 8-м классам чистоты) на шлифовальных станках различных типов.
2.2. Налаживает станок.
2.3. Устанавливает и правит шлифовальные круги с применением в необходимых случаях несложных шаблонов.
2.4. Шлифует и доказывает детали из высококачественных сталей круглого и плоского профиля за 7 - 8-м квалитетам (2-м классом точности) и параметром Ra 0,63-0,32 (8 - 9-м классам чистоты) на специализированных полуавтоматических и автоматических станках, налаженных для обработки определенных деталей.
2.5. Устанавливает детали на станках с вивірянням за индикатором в двух плоскостях.
2.6. Знает, понимает и применяет действующие нормативные документы, касающиеся его деятельности.
2.7. Знает и выполняет требования нормативных актов об охране труда и окружающей среды, соблюдает нормы, методы и приемы безопасного выполнения работ.
3. Права
3.1. Шлифовщик 3-го разряда имеет право предпринимать действия для предотвращения и устранения случаев любых нарушений или несоответствий.
3.2. Шлифовщик 3-го разряда имеет право получать все предусмотренные законодательством социальные гарантии.
3.3. Шлифовщик 3-го разряда имеет право требовать оказание содействия в исполнении своих должностных обязанностей и осуществлении прав.
3.4. Шлифовщик 3-го разряда имеет право требовать создание организационно-технических условий, необходимых для исполнения должностных обязанностей и предоставление необходимого оборудования и инвентаря.
3.5. Шлифовщик 3-го разряда имеет право знакомиться с проектами документов, касающимися его деятельности.
3.6. Шлифовщик 3-го разряда имеет право запрашивать и получать документы, материалы и информацию, необходимые для выполнения своих должностных обязанностей и распоряжений руководства.
3.7. Шлифовщик 3-го разряда имеет право повышать свою профессиональную квалификацию.
3.8. Шлифовщик 3-го разряда имеет право сообщать обо всех выявленных в процессе своей деятельности нарушениях и несоответствиях и вносить предложения по их устранению.
3.9. Шлифовщик 3-го разряда имеет право ознакамливаться с документами, определяющими права и обязанности по занимаемой должности, критерии оценки качества исполнения должностных обязанностей.
4. Ответственность
4.1. Шлифовщик 3-го разряда несет ответственность за невыполнение или несвоевременное выполнение возложенных настоящей должностной инструкцией обязанностей и (или) неиспользование предоставленных прав.
4.2. Шлифовщик 3-го разряда несет ответственность за несоблюдение правил внутреннего трудового распорядка, охраны труда, техники безопасности, производственной санитарии и противопожарной защиты.
4.3. Шлифовщик 3-го разряда несет ответственность за разглашение информации об организации (предприятии/учреждении), относящейся к коммерческой тайне.
4.4. Шлифовщик 3-го разряда несет ответственность за неисполнение или ненадлежащее исполнение требований внутренних нормативных документов организации (предприятия/учреждения) и законных распоряжений руководства.
4.5. Шлифовщик 3-го разряда несет ответственность за правонарушения, совершенные в процессе своей деятельности, в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.6. Шлифовщик 3-го разряда несет ответственность за причинение материального ущерба организации (предприятию/учреждению) в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.7. Шлифовщик 3-го разряда несет ответственность за неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
5. Примеры работ
5.1. Болты диаметром 40 мм - шлифовка.
5.2. Валы насосов поводу автомобиля - шлифовка.
5.3. Валы ступенчатые длиной до 1500 мм - шлифовки шеек.
5.4. Вилы - окончательное шлифования.
5.5. Валики шестеренные - бесцентровая наружное шлифование.
5.6. Модели закаливающие с штабобульбового и таврового профиля - шлифовка.
5.7. Вкладыши - наружное шлифование на оправке.
5.8. Втулки конусные - шлифовка внешнего конуса.
5.9. Гильзы гидромеханизмов автосамосвалов - бесцентровая шлифования.
5.10. Детали и изделия асбестовые технические - шлифовка.
5.11. Зенковки конусные - шлифовка конуса и режущей части.
5.12. Калибры плоские - шлифование с припуском на доводку.
5.13. Кольца внутренние роликовых подшипников - предварительное шлифование роликовой дорожки.
5.14. Кольца внешние и внутренние всех типов подшипников - окончательное шлифования торцов.
5.15. Кольца внешние и внутренние всех типов - бесцентровая шлифования внешнее.
5.16. Кольца радиальных и упорных подшипников - шлифовка торцов отверстий, желобов и сферы по классу точности Н и П.
5.17. Корпуса насосов автомобиля - плоское шлифование.
5.18. Корпуса устройств - шлифовка шпоночных пазов.
5.19. Корпуса, ролики, конусы вальцівок - шлифовка.
5.20. Письма (пакетом по 3 - 5 листов) - шлифовка кромки.
5.21. Направляющие линейки, хвостовики, иглы трубопрофільних прессов, оправки прокатного оборудования - шлифовка.
5.22. Матрицы и пуансоны небольших размеров - шлифовка плоская и профильное.
5.23. Метчики машинные и ручные - шлифовки шеек и рабочей части.
5.24. Ниппели, ветчины - шлифования плоскостей, правления кабак.
5.25. Ножи к сборных режущих инструментов (сверла, зенкеры, развертки) - плоское шлифование противоположного режущей поверхности.
5.26. Ножи для гильотинных ножниц - плоское шлифование.
5.27. Оси балансирных подвесок - шлифовка.
5.28. Оси, оправки длиной до 1500 мм - наружное шлифование.
5.29. Пальцы шатунов, ролики - бесцентровая шлифования.
5.30. Платины и мосты наручных и карманных часов - плоское шлифование.
5.31. Плашки круглые - шлифовка внешнее и плоское.
5.32. Плашки резьбонакатные - шлифовка режущих поверхностей.
5.33. Поршни двигателей диаметром до 250 мм - шлифовка внешнее.
5.34. Пружины цилиндрические и конические всех размеров - шлифовка торцов на двохшпиндельному и круглошліфувальному станках в кассетах на магнитной плите с самостоятельным наладкой.
5.35. Развертки цилиндрические и конические - шлифовка хвостовой части.
5.36. Ролики подшипников всех типов и размеров - окончательное шлифования торцов.
5.37. Рулоны искусственной кожи - абразивная обработка (пемзой) и очистки.
5.38. Сверла диаметром более 3 мм - шлифовка хвостовой и рабочей части.
5.39. Лента часовая и пружинная - шлифовка кромки.
5.40. Фланцы ведущих конических шестерен - шлифовка.
5.41. Щупы - шлифовка.