Идентификация оборудования на производстве. Идентификация машин и оборудования различного назначения. Особенности рынка машин и оборудования
Прежде чем приступить непосредственно к оценке, нужно сформировать массив подлежащих оценке объектов, затем собрать первичную информацию из документов на эти объекты и провести внешний осмотр и идентификацию объектов.
Основное технологическое;
Вспомогательное;
Автотранспортное;
Офисное – компьютерная техника, техника связи, производственный и хозяйственный инвентарь, мебель;
Такая группировка облегчает процесс оценки. Так, методы оценки основного технологического и вспомогательного оборудования могут иметь свои особенности. На транспортные средства, строительную технику, офисное оборудование и хозяйственный инвентарь, как правило, бывают известные рыночные цены (как на новую, так и на подержанную технику).
В отдельные группы целесообразно выделять также морально устаревшие машины и оборудование, снятые с производства, аналоги которых следует искать на вторичных рынках продаж. Целесообразно также отдельно рассматривать оборудование, предназначенное к установке, оценка стоимости которого не связана условиями существующего использования, и импортное оборудование, оценка которого не зависит от процессов внутреннего ценообразования.
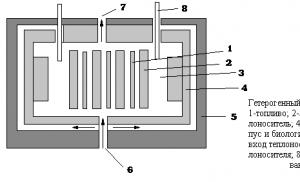
Например, наиболее полный перечень технических сведений о металлорежущем станке выглядит следующим образом:
Наименование и модель станка;
Уроки Forex - это прекрасная перспектива для вас подготовиться к удачной работе на рынке Форекс!
Код по классификатору ОКОФ;
Габаритные размеры в плане, мм.;
Масса конструкции, кг.;
Основные технические характеристики: максимальные размеры обрабатываемой детали, точность обработки, размеры рабочего стола и т.д.
Дополнительные устройства: например, тип и характеристика ЧПУ;
Мощность электродвигателя, кВт.;
Нормативный срок службы, годы;
Ремонтная сложность;
Предприятие-изготовитель;
Первейшей задачей внешнего осмотра является идентификация объектов оценки. Идентификация в широком смысле – это установление тождественности между предметом, который реально имеется, и тем описанием предмета, которое дано в официальном документе на этот объект. Идентификация объектов оценки означает, во-первых, составление или уточнение списка оцениваемых единиц оборудования, машин и транспортных средств по их реальному наличию, т.е. проведение как бы своеобразной инвентаризации, во-вторых, проверка и приведение в соответствие с реальным состоянием учётной и технической документации на оцениваемые объекты.
Внешний осмотр с целью идентификации является обязательной процедурой особенно пре по единичной оценке.
В некоторых случаях возникает необходимость не только внешне осмотреть объект, но и проверить реальную комплектность инструмента, приспособлений, оснастки и инвентаря. Убедиться в работоспособности и эксплутационной готовности объекта путём пробного его включения, проверить некоторые его характеристики во включённом состоянии.
Иногда в целях экономии времени внешний осмотр совмещают с экспертизой физического состояния объекта. В результате такой экспертизы получают дополнительную информацию об объекте, необходимую для более точного расчёта стоимости.
Многоканальная процедура (MLP) по существу использует второй набор порядковых номеров, чтобы гарантировать сохранность целостности последовательности кадров при их передаче через совокупность независимых каналов LAPB.
За счет протокола LAPB MLP пропускная способность, доступная между соединениями сетей PSPDN, может быть наилучшим образом приспособлена для удовлетворения требований, предъявляемых к интенсивности трафика определенного шлюзового интерфейса. В протоколе Х.75 PLP форматы пакетов и процедуры функционирования интерфейса практически идентичны тем, что имеют место в Х.25. Наиболее заметное различие между Х.25 и Х.75 касается формата пакетов установления соединения.
Кроме транспортировки информации, связанной с запрашиваемыми дополнительными пользовательскими возможностями, пакеты установления соединения Х.75 содержат поля, называемые сетевыми услугами (network utilities). Многие из этих сетевых услуг Х.75 идентичны дополнительным пользовательским возможностям Х.25. Эти услуги иногда используются через шлюз, чтобы позволить одной сети проинформировать другую сеть о поддерживаемых ею возможностях.
Несколько сетевых услуг Х.75 являются уникальными для данной реализации протокола PLP. Например, услуга идентификации транзитной сети включает код (идентификационный код транзитной сети), который показывает, что виртуальное соединение проходит через определенную сеть PSPDN, лежащую на его пути от вызывающей стороны к вызываемой стороне. Чтобы получить дополнительную информацию о сетевых услугах Х.75, читатель может обратиться к этой рекомендации.
Рекомендация Х.32 ITU-T определяет процедуры для осуществления коммутируемого доступа к сети PSPDN посредством оборудования DTE пакетного режима. В стандарт включен доступ к сети PSPDN через коммутируемую телефонную сеть общего пользования (PSTN), цифровую сеть с интеграцией услуг (ISDN) или сеть передачи данных общего пользования с коммутацией каналов (CSPDN).
Х.32-доступ полезен для пользователей оконечного оборудования DTE, работающего в пакетном режиме, которые не нуждаются в постоянном доступе к сети PSPDN. Такие случайные пользователи могут сократить стоимость доступа, применяя Х.32 вместо Х.25, т. к. Х.32 не требует наличия выделенного (и часто дорогого) физического канала связи для осуществления доступа. Интерфейс Х.32 идентичен Х.25 почти во всех отношениях.
После соединения с сетью PSPDN интерфейс Х.32 DTE использует протоколы LAPB и PLP (как определено Х.25) для своих операций уровня 2 и уровня 3 соответственно. Х.32 должен решать две проблемы, которые в среде Х.25 не встречаются: согласование полудуплексного физического уровня и процедуры, используемые для идентификации оборудования DTE вызывающей стороны.
Х.32 и полудуплексные физические каналы
Когда Х.32 DTE осуществляет доступ к сети PSPDN через сеть ISDN или CSPDN, обмен данными на физическом уровне является дуплексным. В некоторых случаях, однако, доступ через сеть PSTN может требовать поддержки полудуплексных физических соединений. Чтобы удовлетворить это требование, интерфейс Х.32 определяет полудуплексный модуль передачи (HDTM, Half-Duplex Transmission Module), который является уровнем протокола, вставленным в качестве прослойки между полудуплексным физическим уровнем и традиционным LAPB.
Применяя технологии буферизации, HTDM управляет полудуплексным каналом методом, который является полностью прозрачным для протокола канального уровня LAPB.
Х.32 и идентификация DTE вызывающей стороны
Идентификация вызывающего оборудования DTE, вероятно, является наиболее важной функцией Х.32. В среде Х.25 идентификация оборудования DTE не требуется, т. к. оно подключено к сети по выделенному каналу.
Однако, если оконечное оборудование DTE осуществляет доступ к сети по коммутируемому каналу, идентификация становится важной по причинам безопасности и учета оплаты. Х.32 предлагает три альтернативных варианта для идентификации и аутентификации оборудования DTE вызывающей стороны: использование информации идентификации вызывающей стороны, которую предоставляет сеть доступа; обмен идентификационной информацией в кадрах XID LAPB; идентификация DTE через использование дополнительной пользовательской возможности NUI. Некоторые сети PSPDN могут поддерживать один или более таких способов идентификации оконечного оборудования DTE.
Кроме этого интерфейс Х.32 предоставляет процедуры для осуществления сетью PSPDN исходящего вызова оконечного оборудования в пакетном режиме (DTE), подключенного к сети PSTN, ISDN или CSPDN. Для таких случаев механизмы, при помощи которых оборудование DTE может идентифицировать вызывающее устройство DCE, также описаны в рекомендации Х.32.
Рекомендация Х.31 ITU-T определяет два сценария, в которых сеть ISDN играет более или менее значительную роль в поддержке основанного на интерфейсе Х.25 сервиса сети PSPDN. Первоначально эти сценарии соответствовали минимальной и максимальной интеграции, но сейчас они известны как вариант A (case А) и вариант В (case В), соответственно.
В сценарии варианта один В-канал 64 Кбит/с сети ISDN используется для обеспечения прозрачного доступа DTE пакетного режима к DCE в сети PSPDN. При такой конфигурации идентификация оборудования DTE выполняется одним из альтернативных способов, описанных в рекомендации Х.32. По существу Х.31 просто пользуется совместимостью физического уровня с каналом сети ISDN. После установления ISDN-соединения оно переносит пакеты (соответствующие форматам пакетов протокола Х.25 PLP), внедренные в кадре протокола LAPB. Сценарий варианта отчасти более сложен.
Этот сценарий предполагает, что функции аппаратуры передачи данных DCE интерфейса Х.25 сейчас поддерживаются самой сетью ISDN. Присутствие функционально-законченной сети PSPDN является необязательным для выполнения операций варианта В рекомендации Х.31. В этом сценарии пакеты интерфейса Х.25 могут быть отправлены либо через В-канал сети ISDN, либо через D-канал сети ISDN (в случае ISDN BRI).
Если пакеты отправляются через В-канал, то протокол LAPB используется на канальном уровне. Если отправка пакетов осуществляется по D-каналу, LAPB является протоколом канального уровня. Если пользователь, которому предназначены пакеты, подключен к сети ISDN, то пакеты никогда не покидают сети ISDN. Если же пользователь подключен к сети PSPDN, то для передачи пакетов между сетями ISDN и PSPDN используется интерфейс Х.75.
Классификация – это система распределения объектов по конкретным отличительным признакам.
Машины и оборудование
В соответствии с определением (см. параграф 1.3), машины делятся на рабочие, энергетические (силовые) и информационные.
Рабочие машины и оборудование – станки и аппараты с приспособлениями, принадлежностями, инструментами и приборами, ограждениями и фундаментом к ним, предназначенные для механического, термического, химического и прочих воздействий на предмет труда с целью изменения его формы, свойств, состояний и положений (все виды технологического и сельскохозяйственного оборудования, транспорта, а также строительное, торговое, складское, санитарно- гигиеническое и канализационное оборудование).
Энергетическое оборудование – машины с фундаментом и всеми приспособлениями и принадлежностями к ним, приборами и индивидуальным ограждением, производящие тепловую и электрическую энергию (генераторы), а также превращающие энергию любого вида (воды, ветра, тепла, электричества) в механическую (машины-двигатели).
Информационные машины и оборудование – предназначены для преобразования и хранения информации (системы связи, средства вычислительной и оргтехники, средства измерения и управления, средства визуального и акустического отображения информации, средства хранения информации и театрально-сценическое оборудование).
Транспортные средства
К ним относятся:
- железнодорожный подвижной состав (локомотивы, паровозы, электровозы, вагоны);
- автомобильный подвижной состав (все грузовые, все легковые, тягачи и прицепы);
- подвижной состав электрического транспорта (трамваи, метро, троллейбусы);
- трубопроводы (гидравлические, пневматические, пневмоконтейнерного характера, кроме паро- и теплопроводов);
- подвижной состав канатно-подвесных дорог, средства напольного и других видов транспорта;
- воздушные суда и летательные аппараты;
- морские суда и плавательные средства;
- космические объекты.
Воздушные и водные суда, как и космические объекты, относятся по закону к недвижимым объектам. Их регулирование происходит в соответствии е воздушными и водными кодексами. Однако они оцениваются оценщиками движимого имущества.
В соответствии с классификацией Росстата также ведется учет основных средств (ОС) на предприятиях по следующим группам активов:
- 1) здания;
- 2) сооружения;
- 3) передаточные устройства;
- 4) машины и оборудование;
- 5) транспортные средства;
- 6) инструмент;
- 7) производственный и хозяйственный инвентарь;
- 8) рабочий скот;
- 9) многолетние насаждения;
- 10) капитальные затраты на улучшение земель;
- 11) прочие основные фонды.
Очевидно, что, по крайней мерс, позиции 3–7 находятся в области интересов оценщиков машин и оборудования. Кроме того, к оценке машин и оборудования относятся и такие объекты недвижимости (по закону), как воздушные и морские суда, суда внутреннего плавания, космические объекты, а также все виды вооружения.
Для бухгалтерского и оперативного учета, а также для систематизации ТО в целях оценки их традиционно разделяют по признакам (табл. 1.1).
Таблица 1.1
Классификация ТО для бухгалтерского и оперативного учета
|
Классификационный признак |
|
|
Производственные и непроизводственные – в зависимости от их вхождения в состав соответствующих подразделений предприятия |
|
|
2. Этап жизненного цикла объекта |
Недавно поступившие и подготавливающиеся к эксплуатации, монтирующиеся, отлаживающиеся, проходящие пробную эксплуатацию. Находящиеся в эксплуатации. Временно не эксплуатируемые и находящиеся в капитальном ремонте, на реконструкции, модернизации, переоснащении и т.п. Находящиеся на консервации или в запасе (в том числе мобилизационном). Подготавливаемые к выбытию для продажи или передачи. Выбывшие из эксплуатации, подлежащие разборке и утилизации |
|
3. Набор имеющихся прав |
Собственные средства предприятия. Безвозмездно полученные во временное пользование. Арендуемые у другого владельца, в том числе по лизингу. Собственные, сданные в аренду |
|
4. Способ приобретения |
Приобретенные новыми. Приобретенные подержанными. Изготовленные собственными силами |
|
5. Происхождение |
Отечественные. Импортные |
|
6. Степень универсальности |
Стандартные и универсальные, серийно выпускаемые в России и за рубежом. Специализированные, выпускаемые на базе универсальных. Специальные, изготавливаемые только по индивидуальным заказам |
Возможны и другие способы классификации ТО, но уже и традиционно выделяемые признаки свидетельствуют о важности подобных классификаций. Они используются в целях выявления объектов-аналогов при применении сравнительного подхода и обоснования сделанного выбора, поиска и упорядочения ценовой и технической информации, необходимой оценщику для проведения оценки, осуществления группировки сходных объектов, например при проведении процедуры переоценки или в рамках проведения массовой оценки, и т.д.
Однако для того чтобы точно идентифицировать оцениваемый объект, оценщику следует воспользоваться одним или несколькими специально разработанными классификаторами.
На сегодняшний день в РФ официально существуют специальные классификаторы многоцелевого применения (табл. 1.2).
Таблица 1.2
Специальные классификаторы многоцелевого применения
|
Наименование классификатора |
Наличие классов, групп |
Область применения |
|
ТН ВЭД (товарная номенклатура для внешнеэкономической деятельности) |
|
При оценке таможенной стоимости |
|
ОКП (общероссийский классификатор продукции) |
|
Для определения отраслевой принадлежности объекта и его функциональных особенностей |
|
ОКОФ (общероссийский классификатор основных фондов |
Девятизначный набор цифр, определяющих разделы, подразделы, классы, подклассы, виды |
Для целей статистического учета основных фондов |
|
ОК (отраслевые классификаторы) |
Марки (модели) ТО |
Для поиска и систематизации информации об аналогах |
Перечень, состоящий из 68 видов машин и оборудования, приведен в "Единых нормах амортизационных отчислений на полное восстановление основных фондов народного хозяйства СССР", утвержденных постановлением Правительства РФ от 22.10.1990 г. № 1072 . В него входит теплотехническое оборудование, двигатели внутреннего сгорания, металлорежущее, кузнечно-прессовое, геолого-разведочное, теплообменное, полиграфическое, деревообрабатывающее оборудование, машины и оборудование нефтедобычи и бурения, нефтеперерабатывающей промышленности, электронной промышленности и т.д.
С 1 января 2002 г. постановлением Правительства РФ № 1 (в ред. от 10.12.2010 г. № 1011) была введена в действие новая классификация основных средств, включаемых в амортизационные группы по сроку полезного использования. Классификация включает 10 групп основных средств со сроками полезного использования от года до свыше 30 лет.
Все вышеприведенные классификации используются в оценке технических объектов при проведении расчетов сравнительным и затратным подходами, а также для построения компьютерных баз данных.
Классификации оборудования позволяют точно идентифицировать объект оценки.
При этом под идентификацией объекта оценки понимается установление соответствия между представленной документацией на объект и его фактическим состоянием.
Машины и оборудование изготовляются во множестве модификаций, имеют различную комплектацию, что существенно влияет на их стоимость. В связи с этим идентификацию проводить необходимо, а от ее качества в значительной степени зависят результаты оценки.
Идентификация объекта проводится в три этапа. На первом этапе анализируется инвентарная опись оцениваемого оборудования, уточняются его технико-экономические характеристики. Второй этап проводится на месте установки объекта и предполагает его визуальный осмотр, проверку и изучение имеющихся документов на объект, его комплектности, работоспособности и фактического состояния, а также уточняются технические и прогнозируемые функциональные параметры. На третьем этапе инвентаризируемые объекты группируются и составляются обобщающие данные (инвентарный список, опись) о сгруппированных для целей оценки технических (из объектов, объединенных функциональными особенностями) или технологических (из объектов, объединенных технологическим процессом) комплексах.
При проведении идентификации оценщик составляет описание оцениваемого объекта, так называемый в международной практике оценки листинг, содержащий следующие позиции.
- 1. Наименование, модель (марка) объекта.
- 2. Назначение и принцип действия.
- 3. Физические параметры (масса, габариты и т.д.).
- 4. Дата изготовления и дата ввода в эксплуатацию.
- 5. Наименование и реквизиты изготовителя.
- 6. Основные технические характеристики, позволяющие определить потребительские свойства объекта.
- 7. Характеристика системы управления (если таковая имеется).
- 8. Комплектация (по факту), включающая все приспособления и инструменты.
- 9. Сведения об установке на фундамент и подключении к инженерным сетям (энергетические, информационные, водопровод и т.д.).
- 10. Сведения о проведенных ремонтах и техническом обслуживании объекта, о замене его отдельных частей, узлов и агрегатов.
По итогам идентификации и в соответствии с целью и функцией оценки (см. параграф 3.1) оценщик выбирает один из трех существующих способов оценивания ТО.
- 1. Оценка "россыпью " – индивидуальная оценка отдельных инвентарных единиц (определение страховой стоимости, рыночной стоимости для сделок купли-продажи, определение стоимости арендованного оборудования, в том числе при лизинге, определение стоимостей ликвидационной, утилизационной и др.).
- 2. Оценка группами (потоком ) – оценка совокупности нескольких условно независимых друг от друга ТО, объединенных в технологические (разрывные) линии или просто группы по сходству (используется при переоценках основных фондов (ОФ) и исполняется иногда как массовая оценка для однотипных объектов).
- 3. Системная оценка – оценка стоимости нескольких ТО, составляющих единый и неразрывный производственно-технологический комплекс, воплощающий в себе тот или иной бизнес (при банкротстве, ликвидации, слиянии-поглощении и пр., причем это единственный случай, когда для оценки рыночной, ликвидационной или инвестиционной стоимостей рекомендуется использование Доходного подхода).
Выбор корректного способа оценки (в соответствии с целью и функцией оценки) весьма важен, поскольку один и тот же комплект машин и оборудования, оцененный различными способами – "россыпью", в составе группы или системно, даст различные значения стоимости.
- URL: zakonprost.ru/content/base/part/268492
- URL: base.consultant.ru/cons/cgi/online. egi? req=doc; base=LAW; n=107931
ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СЕРТИФИКАЦИИ (ВНИИС) ГОССТАНДАРТА РОССИИ
(В соответствии с положениями стандартов ИСО серии 9000)
Р 50-601-36-93
МОСКВА 1995
| ВВЕДЕНИЕ I. ОБЛАСТЬ ДЕЙСТВИЯ 2. ССЫЛКИ 3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ 4. ОСНОВНЫЕ ПОЛОЖЕНИЯ 5. ТЕХНИЧЕСКОЕ (ТЕХНОЛОГИЧЕСКОЕ) ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ 6. ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ 7. ОРГАНИЗАЦИОННОЕ ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ ПРИЛОЖЕНИЕ СПИСОК ЛИТЕРАТУРЫ |
ВВЕДЕНИЕ
Одним из важнейших элементов системы качества, во многом определяющим эффективность ее функционирования, является механизм идентификаций, позволяющий обеспечить прослеживаемость продукции по всему технологическому циклу изготовления. В соответствии с требованиями МС ИСО 9001-87 поставщик, где необходимо, должен устанавливать и поддерживать в рабочем состоянии методы идентификации продукции на всех этапах производства, поставки и монтажа. Проблема идентификации многогранна и распространяется, в соответствии с идеологией стандартов ИСО серии 9000, на материалы, комплектующие изделия, готовую продукцию, документацию, контрольно-измерительные приборы и т.д. В данных рекомендациях рассматриваются вопросы организация идентификации и прослеживаемости материалов, деталей, сборочных единиц, готовой продукции в производстве. Предложенный методический подход может быть использован при организации идентификации на этапах разработки, монтажа и эксплуатации изделий.I. ОБЛАСТЬ ДЕЙСТВИЯ
Настоящие рекомендации содержат методические положения организации на предприятии работ по идентификации и прослеживаемости в соответствии с требованиями международных стандартов ИСО серии 9000. Рекомендации предназначены для применения руководителями и специалистами предприятий при разработке или совершенствований системы качества, внедрении механизмов идентификаций применительно к конкретным условиям производства и т.д. Рекомендации носят достаточно универсальный характер и могут применяться в различных отраслях промышленности.2. ССЫЛКИ
ИСО 8402-86. Качество. Словарь. ИСО 9000. Общее руководство качеством и стандарты по обеспечению качества. Руководящие указания по выбору и применению. ГОСТ 40.9001-88 (ИСО 9001-87). Система качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании. ГОСТ 40.9002-88 (ИСО 9002-87). Система качества. Модель для обеспечения качества при производстве и монтаже. ГОСТ 40.9003-88 (ИСО 9003-87). Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях. ИСО 9004. Общее руководство качеством и элементы системы качества. Руководящие указания. Рекомендации по применению ГОСТ 40.9001-88 (ИСО 9001-87), ГОСТ 40.9002-88 (ИСО 9002-87), ГОСТ 40.9003-88 (ИСО 9003-87).3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Идентификация - процедура, предполагавшая маркировку и этикетирование сырья, материалов, комплектующих изделий, готовой продукций (единицы, партии и т.д.), а также технической и технологической документация на них, обеспечивающих прослеживаемость использования или местонахождения данного объекта с целью выявления возможных причин брака изготовленной продукции или дефектов производственных и технологических процессов (Рекомендации по применению ГОСТ 40.9001-88, ГОСТ 40.9002-88, ГОСТ 40.9003-88). Прослеживаемость - способность проследить предысторию, использование или местонахождение единицы продукции или действия, или аналогичной продукции или действий с помощью идентификации, которая регистрируется (ИСО 8402-87). Примечания: 1. Термин "прослеживаемость" может быть использован в трех основных значениях: а) при реализации (поставке) имеется в виду продукция или услуги; б) при проверке - соответствие измерительного оборудования национальным или международным стандартам, первичным эталонам, основным физическим константам или свойствам; в) при сборе данных - установление связей между вычислениями и данными по всей петле качества продукции или услуг. 2. Условия прослеживаемости должны быть установлены или на определенный период времени, или к началу ее применения.4. ОСНОВНЫЕ ПОЛОЖЕНИЯ
4.1. Работы по идентификации и прослеживаемости осуществляются на всех этапах петли качества и охватывают все основные элементы производства. 4.2. В системе качества процедуры идентификаций и прослеживаемости должны обеспечивать возможность: определения места и времени появления дефекта; определение местонахождения всего объема продукции с выявленным дефектом; отзыва, изоляции и учета дефектной продукции; проведения оперативного и систематического анализа причин дефектов и выработки корректирующих воздействий; учета продукции для целей оперативного управления производства. 4.3. Обеспечение прослеживаемости достигается за счет маркирования объекта идентификации, внедрения сопроводительных документов (маршрутные карты, сопроводительные талоны и т.д.) или других носителей информации, а также последовательной регистрации данных об объекте идентификаций по всей технологической цепочке от поступления на предприятие материала и комплектующих изделий до упаковки и отправки готовой продукции. 4.4. Регистрация данных об объектах идентификации осуществляется персоналом при запуске материала или заготовок в производство, передаче деталей на склад или смежный цех для последующей обработки, проведений контроля качества изготовленных деталей или сборочных единиц, учете и изоляций несоответствующей продукций, упаковке готовой продукции и т.д. "Если прослеживаемость продукции является четко определенным требованием, то в пределах этих требований отдельные единицы продукции или партии должны иметь единый характер идентификации. Такая идентификация соответствующим образом регистрируется" (п.4.8 ИСО 9001-87). 4.5. Особое значение идентификация продукции имеет для подтверждения статуса контроля я испытаний. "Факт проверки материалов я узлов должен идентифицироваться в течение всего производственного процесса. Такая идентификация может осуществляться с помощью штампов, этикеток, ярлыков, надписей, системы обозначений, транспортных упаковочных единиц или же сопроводительных контрольных карт. Такая идентификация позволяет отличить проверенный материал от непроверенного и установить факт приемки продукции на данном этапе проверки. Кроме того, она также обеспечивает прослеживаемость до следующего звена, ответственного за операцию" (п.11.7 ИСО 9004-87). "Единицы продукции или партии продукций, подозреваемые в несоответствии, должны немедленно идентифицироваться и регистрироваться"…(п.14.2 ИСО 9004-87). 4.6. В процессе производства осуществляется движение двух потоков: материального (сырья, материалов, деталей, узлов и т.д.) и информационного (данных о сырье, материалах, деталях, узлах и т.д. на бумажных и других носителях, сопровождающих материальный поток). Необходимым условием достижения эффективного механизма прослеживаемости по всему производственному циклу, начиная с поступления материалов и комплектующих изделий от поставщиков и кончая отгрузкой готовой продукции, является обеспечение однозначной связи материального и информационного потоков в процессе производства продукции. Это означает, что информационный поток должен быть непрерывным по всей технологической цепочке, объективно отражать изменения продукции в процессе производства, сохранять отличительные признаки объекта идентификации. 4.7. Процедуры идентификации и прослеживаемости должны быть "встроены" в производственный процесс и увязаны с действующей на предприятии системой оперативно-календарного планирования и диспетчирования, а также с другими сопряженными вилами производственной деятельности. 4.8. В зависимости от условий производства идентификация может быть либо индивидуальной, либо партионной (групповой). Индивидуальная идентификация предполагает маркировку в прослеживание непосредственно каждой детали или сборочной единицы с помощью, например, бирок, ярлыков или клеймения. Индивидуальная идентификация характерна для единичного или мелкосерийного производства. Партионная (групповая) идентификация предполагает маркировку совокупности комплектующих изделий, заготовок, деталей или материала либо в размере партии, либо ее части, либо комплекта в сборочном производстве. В этом случае соответствующей маркировке подвергается технологическая тара (связка металла, бухта и т.д.), в которой по технологической цепочке движется строго определенное количество заготовок или деталей. Партионная идентификация характерна для массового производства сравнительно простых изделий, например, заготовок или сборочного производства с большой номенклатурой комплектующих, например, производство телевизоров и т.п. Независимо от условий производства индивидуальной идентификации могут также подвергаться детали или сборочные единицы, имеющие, например, значительную стоимость изготовления и (или) критическое значение для показателей (параметры) по безопасности конечной продукций (п.19 ИСО 3004-87), а также изделия, изготовленные с применением специальных процессов (п.11.4 ИСО 9004-87). 4.9. Сквозной характер механизма идентификации и прослеживаемости по всему производственному циклу обеспечивается увязкой: способов маркировки и содержания сопроводительной документации на материалы и комплектующие изделия с внутризаводской маркировкой и содержанием сопроводительных документов (носителей информации) деталей, сборочных единиц, готовых изделий; способов внутризаводской индивидуальной и (или) партионной (групповой) идентификации деталей, сборочных единиц, готовых изделий; способов внутризаводской маркировки и содержания сопроводительных документов (носителей информации) с маркировкой упакованной и отгруженной продукции и содержанием сопроводительной и эксплуатационной документации. 4.10. В соответствии с принципами системы качества процедуры идентификации и прослеживаемости на предприятии должны быть объектом внутренней проверка. "Все элементы, аспекты и компоненты системы качества должны быть предметом постоянной и регулярной внутренней проверки и оценки. Проверка должна обеспечивать оценку эффективности функционирования различных элементов системы общего руководства качеством, обеспечивающих реализацию поставленных целей в области качества" (п.5.4.1 ИСО 9004-87). 4.11. При организации и проведении работ по идентификации и прослеживаемости следует руководствоваться технической и экономической целесообразностью внедрения того или иного способа идентификации с учетом анализа производственных затрат на качество и "... оценки эффективности системы качества с точки зрения экономических последствий" (п.6.1 ИСО 9004-87). 4.12. Комплекс работ по разработке и внедрению на предприятии процедур идентификации и прослеживаемости включает следующие взаимосвязанные направления: техническое (технологическое) обеспечение (см. раздел 5); информационное обеспечение (см. раздел 6); организационное обеспечение (см. раздел 7). 4.13. Процедуры идентификации и прослеживаемости продукции должны быть документированы. При этом такие процедуры могут быть регламентированы как в документах по различным элементам системы качества, а так и сведены в специальные документы. 4.14. При модернизации продукции или изменении технологических процессов ее изготовления действующие процедуры идентификации и прослеживаемости должны быть приспособлены (адаптированы) к новым условиям производства и видам выпускаемой продукции.5. ТЕХНИЧЕСКОЕ (ТЕХНОЛОГИЧЕСКОЕ) ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ
5.1. Комплекс работ по техническому (технологическому) обеспечению идентификаций и прослеживаемости на предприятии включает разработку технологии маркирования применительно к конкретным объектам идентификации, внедрение и поддержание в управляемых условиях технических средств и процессов маркирования. Состав задач технического обеспечения приведен на рисунке 1. 5.2. Маркирование представляет собой процесс нанесения на объект идентификации соответствующей информации в виде совокупности знаков, шифров, символов и т.д., отражающих отличительные признаки материала, детали или изделия, и позволяющих обеспечить прослеживаемость. Маркировка как результат маркирования подразделяется на словесную (слово, буква, цифра, символ), изобразительную (рисунок, фигура и т.д.), пространственную (рельефное изображение) и комбинированную. Одной из разновидностей маркирования является прикрепление к материалу или детали специально изготовленных табличек, бирок, шильдиков, на которые наносится информация, характеризующая материал или деталь. Способы маркирования должны быть частью технологического процесса изготовления продукции и регламентироваться в соответствующей технической документации. 5.3. Решение задач технического (технологического) обеспечения осуществляется с учетом следующих факторов: типа и характера производства; вида выпускаемой продукции; размеров, конфигурации и физико-химических свойств материалов, применяемых в изделии; уровня организации производства, в т.ч. степени автоматизации и механизации технологических процессов; особенностей и количества наносимой информации для обеспечения прослеживаемости; возможностей применения стандартизованных технических средств; экономичности, с точки зрения затрат на качество.5.4. Способы маркирования объектов идентификации (механические, физико-химические, электрофизические и т.д.) не должны ухудшать показатели качества материала, детали, сборочной единицы, готового изделия. 5.5. Как элементы технологического процесса изготовления продукций способы маркирования должны быть объектом операционного контроля с применением различных форм периодического, летучего, инспекционного контроля. 5.6. Технические средства, применяемые для выбранного способа маркировки (штампы, клейма и т.д.), должны поддерживаться в работоспособном состоянии и храниться в условиях, исключающих возможность их бесконтрольного использования персоналом. Необходимо четко определить круг должностных лиц, имеющих доступ к указанным средствам и осуществляющим контроль за их использованием. 5.7. При разработке технологии применения отдельных способов маркировки, например, электрохимического, радиоактивного, ультразвукового, адгезионного и некоторых других необходимо обеспечить соответствие применяемых методов требованиям производственной гигиены и безопасности. 5.8. Документированные способы маркировки должны строго соблюдаться в течение производственного цикла изготовления продукции. Необходимо создать условия, предотвращающие возможность произвольно менять персоналом установленные способы маркировки без согласования со службой ОТК, анализа возможных последствий применения иных способов маркировки и внесения неутвержденных изменений в действующую техническую документацию и процедуры идентификации и прослеживаемости. 5.9. Маркировка в виде совокупности знаков, символов, характеризующих изделие посредством бирок, ярлыков, клейм и т.д. должна быть доступной для использования персоналом, легко читаемой и не допускать неоднозначного понимания; исключать возможность фальсификации (подделки) и сохраняться в процессе производства, изоляции, хранения и упаковки продукции. 5.10. Персонал, связанный с работами по идентификации к прослеживаемости, должен пройти подготовку и обучение по технологии применения выбранных способов маркировки, знать расшифровку применяемых в процессе идентификации шифров, кодов и обозначений.
6. ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ
6.1. Информационное обеспечение идентификации и прослеживаемости включает в себя разработку и внедрение информационных форм (сопроводительных документов и других носителей), схем информационных потоков и точек регистрации информации, а также процедур обработки, систематизации, хранения и реализации данных об объектах идентификации, включая машинные способы обработки информации. Состав работ по информационному обеспечению приведен на рисунке 2. 6.2. Вид, состав и содержание носителей информации для идентификации и прослеживаемости в каждом отдельном случае определяются выбранным методом идентификаций и способом маркировки материала, деталей, изделии в процессе производства и спецификой конкретной продукции. В настоящих рекомендациях практические вопросы идентификации и прослеживаемости рассматриваются на примере использования сопроводительных документов, применение которых на предприятии не связано с большими затратами. Кроме бумажных носителей на предприятии могут применяться металлические или пластмассовые бирки, различные ярлыки, перфокарты и т.д. Приведенные ниже виды сопроводительных документов отражают методический подход к организации работ по идентификации на предприятии с учетом накопленного опыта организации производства. 6.3. Сопроводительная документация, используемая в целях идентификации и прослеживаемости должна быть адресной и удовлетворять принципу информационной достаточности, обеспечивать преемственность процессов идентификации; должна быть доступной и сохраняемой по всей технологической цепочке, иметь определенный уровень утверждения на предприятии. 6.3.1. Адресность заключается в четком в однозначном регламентировании в документах источников и потребителей сопроводительных документов (информации) - склад, цех, участок, исполнитель.
6.3.2. Информационная достаточность заключается в наиболее полном отражении в сопроводительных информационных формах таких характерных признаков (характеристик) объекта идентификации (материал, деталь, изделие), которые позволили бы однозначно осуществить идентификацию объекта на конкретном технологическом маршруте, а при перенесении данных в последующие информационные формы обеспечить прослеживаемость по всей технологической цепочке. 6.3.3. Преемственность последующих и предыдущих сопроводительных документов в процессе идентификации означает, что основные данные из предыдущих форм должны бить перенесены в последующие для сохранения отличительных характерных признаков объектов идентификации при осуществлении прослеживаемости. Включение избыточной информации ведет к "утяжелению" информационных форм и увеличению трудозатрат на их обработку. В то же время, недостаточная информация может привести к неоднозначным результатам, что может сказаться, например, на результативности работы по анализу причин дефектов. 6.3.4. Доступность сопроводительных документов заключается в обеспечении свободного доступа ответственных лиц и персонала к сопроводительным документам, свободного владения способами заполнения, оформления, учета, хранения этих документов в процессе производства. 6.3.5. Сохраняемость сопроводительных документов заключается в обеспечении условий сохранности их в процессе производства по всей технологической цепочке и организации хранения документов определенный период времени в специально отведенном месте (на складе, в цехе и т.д.). 6.3.6. Сопроводительные документы (информационные формы и носителя) должны иметь четко определенный статус, закрепленный в технической документации. 6.4. Для идентификации в прослеживаемости на предприятиях машиностроения и приборостроения могут быть применены следующие документы: сопроводительный талон, предназначенный для выдачи всех материалов с центрального склада в цеховые склады заготовительного и механического цехов (форма 1); маршрутный лист, предназначенный для указания состава и последовательности операций в заготовительном и механическом цехах по маршруту изготовления деталей (форма 2); сопроводительный талон, предназначенный для сдачи всех готовых деталей на склад готовых деталей (форма 3); сопроводительный лист, предназначенный для указания состава и последовательности выполняемых операций по маршруту обработки деталей и изготовления сборочных единиц (форма 4); технологический паспорт, предназначенный для указания последовательности и содержания операций, выполняемых при изготовлении изделия, включая операционный и приемочный контроль (форма 5). 6.4.1. Сопроводительный талон 1 предназначен для выдачи всех материалов с центрального склада и получения их в материальные склады цехов. Сопроводительный талон 1 содержит следующие реквизиты; наименование материала; марка; партия; размер; количество; номер контрольной карты; характеристика материала с указанием срока годности; фамилия ответственного лица (кладовщика); дата поступления; срок и место хранения. На сопроводительном талоне 1 должна быть предусмотрена виза контролера, подтверждающая качество материалов. Порядок использования сопроводительного талона и других документов изложен в Приложении. 6.4.2. Маршрутный лист составляется на все детали, изготавливаемые в механическом и заготовительном цехах. Из сопроводительного талона 1 в маршрутный лист вносятся следующие основные данные: наименование материала; марка; номер партии; наименование детали; обозначение детали; наименование изделия; название операций; Ф.И.О. рабочего; отметка ОТК о приеме деталей; отметка ОТК о приеме партий деталей. 6.4.3. Сопроводительный талон 2 содержит следующие реквизиты. Ф.И.0.исполнителя; тип изделия; наименование детали; номер детали; количество деталей; наименование материала; марка материала; номер партии; номер маршрутного листа; параметры (размеры) по ГОСТ (ТУ); количество годных деталей; количество бракованных деталей; Ф.И.О. работника ОТК. Основные данные сопроводительного талона 2 выписываются из предыдущего маршрутного листа. 6.4.4. Сопроводительный лист составляется на все детали и сборочные единицы. В нем указывается статус контроля и данные о качестве выполненных операций. Сопроводительный лист заполняется на основании сопроводительного талона 2 и содержит следующие основные реквизиты: наименование материала; наименование, обозначение, номер детали; наименование, обозначение, номер сборочной единицы; название операций; Ф.И.О. исполнителей; количество деталей, предъявленных ОТК; количество деталей, принятых ОТК; отметка (штамп) ОТК. 6.4.5. Технологический паспорт предназначен для указания последовательности и содержания операций, выполняемых при изготовлении изделия, включая операционный и приемочный контроль. Технологический паспорт является сопроводительным документом по всему указанному в нем технологическому маршруту изготовления изделия. В общем виде форма технологического паспорта содержит: наименование, обозначение, номер сборочной единицы; наименование, шифр изделия; номер сопроводительного листа; название операций сборки; Ф.И.О. исполнителей; отметка (штамп) ОТК. 6.5. Разработка схем информационных потоков и точек регистрации информации об объектах идентификаций осуществляется на основе технологических маршрутов изготовления продукции, действующих схем и точек технического контроля с учетом специфики и трудоемкости операции контроля и способов обработки информации. 6.6. Процедуры обработки, систематизации, хранения и реализации информации об объектах идентификации должны быть согласованы с действующими на предприятии процедурами по регистрации данных. Организационно-методические вопросы организации работ по регистрации данных на предприятии изложены в рекомендациях ВНИИС "Система качества. Регистрация данных о качестве (в соответствии с положениями стандартов ИСО серии 9000)".
7. ОРГАНИЗАЦИОННОЕ ОБЕСПЕЧЕНИЕ ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ
7.1. Организационное обеспечение идентификации и прослеживаемости на предприятии включает установление функциональных задач и ответственности подразделений и должностных яиц предприятия, разработку и документирование процедур идентификации и прослеживаемости, обучение персонала я проведение внутренних проверок эффективности действующих процедур. Состав основных работ по организационному обеспечению приведен на рис.3. 7.2. Планирование и организация работ на предприятии по идентификации и прослеживаемости осуществляются последовательно в комплексе работ по обеспечению качества продукции и охватывают все этапы (стадии) петли качества. 7.3. На этапе маркетинга в системе качества службой маркетинга решаются следующие основные задачи: - подготовка предложений по идентификации новой продукции, исходя из требований рынка, в кратком описании продукции (ТЗ, техническое предложение) "Краткое описание продукции содержит требования и пожелания потребителя в виде предварительного перечня технических условий, которые, послужат основой для выполнения последующих, работ по проектированию" (п.7.2 ИСО 9004-87); - подготовка предложений по актуализации требований к методам идентификации выпускаемой (модернизируемой) продукции по результатам анализа рыночных потребностей и конкурентоспособности продукции; - подготовка предложений по применению идентификации для выявления, отзыва и изоляции дефектной продукции на стадиях реализации и эксплуатации.
7.4. На этапе проектирования и разработки продукции конструкторскими и технологическими службами осуществляется: - разработка требований по применению индивидуальной или партионной (групповой) идентификации материалов, комплектующих изделий, деталей, сборочных единиц, готовой продукции, исходя из специфики и характера продукции и производства; - разработка требований к способам маркирования и составу сопроводительных документов; - подготовка предложений по номенклатуре наиболее ответственных деталей, сборочных единиц, подлежащих индивидуальной идентификации; - проведение технико-экономического обоснования применения методов идентификации. 7.5. На этапе материально-технического снабжения службой МТС осуществляется: - определение оптимальных размеров партий материалов и комплектующих изделий и графиков их поставок по срокам и объемам в целях идентификации и прослеживаемости при запуске в производство; - согласование с поставщиками методов идентификации, способов маркировки материалов и комплектующих изделий, а также состава и содержания сопроводительной документации; - установление порядка складирования, хранения и выдачи в производство материалов и комплектующих, в т.ч. для изделий, имеющих ограниченный срок хранения и использования; - разработка и систематический контроль совместно с ОТК выполнения процедур идентификации поступающего материала и комплектующих по всей технологической цепочке, а также процедур идентификации несоответствующей продукции (при входном контроле), ее хранения и изоляции; - разработка форм сопроводительных документов или других носителей информации в соответствии с принятыми методами и способами идентификации и прослеживаемости на предприятии; - обеспечение совместно с другими подразделениями увязки и преемственности между маркировкой материалов и комплектующих изделий и записями в сопроводительной документации с технологической маркировкой и записями во внутренних носителях информации; - организация учета, систематизации, хранения и использования данных по идентификации материалов, комплектующих изделий и сопроводительных документов. 7.6. На этапе подготовки к разработке производственных процессов технологическими службами совместно с производственными подразделениями осуществляются: - разработка схемы идентификации; - отработка и проверки в опытном, производстве практических методов и способов идентификации, материалов и комплектующих при запуске в производство деталей, узлов, готовой продукции, в процессе производства; - разработка оптимальных межцеховых маршрутов и технологической тары с учетом требований идентификации; - разработка и согласование с заинтересованными службами предприятия (ОМТС, ОТК, ОГТ, ПДО и т.д.) технологических процессов идентификации и прослеживаемости, форм сопроводительных документов, требований по учету, систематизации и обработки данных по идентификации, применению средств вычислительной техники и т.д.; - регламентирование отработанной технологии идентификации и прослеживаемости в нормативно-технической и методической документации; - обучение персонала способам и методам идентификации, осуществляемое службой подготовки кадров; - подготовка предложений по срокам хранения информации о материалах, комплектующих, готовой продукция в процессе идентификации. 7.7. На этапе производства производственными подразделениями осуществляется: - обеспечение стабильного функционирования принятой схемы идентификации и прослеживаемости и контроль за соблюдением установленных процедур; - корректировка принятых способов идентификации и состава сопроводительной документации по результатам данных о качестве продукции, анализа причин дефектов и отказов, анализа затрат на качество, предложений подразделений и служб предприятия и т.д.; - обеспечение преемственности принятой схемы идентификации и прослеживаемости при внесении изменений в действующую техническую документацию; - внедрение автоматизированных средств обработки данных по идентификации в процессе производства. 7.8. На этапе контроля и проведения испытаний службой ОТК совместно с производственными подразделениями осуществляется: - идентификация прошедшей контроль продукции по всей технологической цепочке; - идентификация несоответствующей продукции (деталей, узлов, сборочных единиц и т.д.) с последующей изоляцией; - контроль оформления и четкой записи информации в сопроводительной документации по процедурам контроля и испытаний. 7.9. На стадиях погрузочно-разгрузочных работ, упаковки, хранения и поставки осуществляется: - маркировка, этикетированние отгружаемой продукции; - идентификация изделий с ограниченным сроком годности; - обеспечение четкого порядка складирования и отгрузки изделий с ограниченным сроком годности или требующим специальной защиты в процессе транспортировки и хранения; - обеспечение однозначной связи между технологической маркировкой и записями во внутренних носителях информации с маркировкой упакованной и отгружаемой продукцией и записями в сопроводительной и эксплуатационной документации. 7.10. При организации внутренней проверки эффективности процедур идентификации и прослеживаемости рекомендуется использовать методический документ ВНИИС "Рекомендации. Внутренняя проверка система качества на предприятии". 7.11. В Приложении приведен порядок организаций работ по идентификации и прослеживаемости на примере машиностроительного предприятия. Состав и последовательность типовых работ, составляющих основу процедуры идентификации, может быть использован предприятием с дискретным характером производства.
ПРИЛОЖЕНИЕ
ПОРЯДОК ОРГАНИЗАЦИИ РАБОТ ПО ИДЕНТИФИКАЦИИ И ПРОСЛЕЖИВАЕМОСТИ МАТЕРИАЛОВ, КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ И ГОТОВОЙ ПРОДУКЦИИ (НА ПРИМЕРЕ МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ)
1. Поступающие на предприятие материалы и комплектующие изделия непосредственно перед складированием или направлением их на входной контроль должны быть подвергнуты предварительной проверке соответствия сопроводительной документации, способов маркировки (бирки, ярлыки и т.д.), внешнего вида тем требованиям, которые были согласованы с поставщиком. Проверяются: наличие необходимой документации, например, сертификатов на металлы, соответствие способов транспортирования и упаковки установленным требованиям, разборчивость или доступность применяемых методов идентификации, а также их сохранность при транспортировке и т.д. При проведении последующих погрузочно-разгрузочных работ, работ по складированию и хранению необходимо обеспечить: сохранность ярлыков, бирок и других способов маркировки, их доступность для работников склада; четкое распределение по партиям, а также размерам, маркам, типам и т.д., исключив вероятность случайного использования материалов или комплектующих из других партий; последовательное размещение материалов и комплектующих в зависимости от сроков хранения и использования. Для обеспечения указанных требований в складских помещениях следует предусмотреть однозначно понимаемые персоналом способы маркировки или кодирования стеллажей, ячеек, специальной тары и т.д. Процедуры погрузочно-разгрузочных работ, складирования, хранения материалов и комплектующих необходимо четко регламентировать в документации, обеспечив обучение и инструктаж персонала. Материалы и комплектующие изделия, поступающие на входной контроль, проверяются на соответствие установленным требованиям, при этом осуществляется идентификация и изоляция бракованной продукции. Действия с несоответствующей продукцией, не прошедшей входной, контроль, должны регламентироваться документацией, согласованной с поставщиком и действующим законодательством. При задаче материалов и комплектующих изделий, например, с центрального склада в материальные склады цехов для запуска в производство кладовщик склада выписывает сопроводительной талон № 1, который визирует работник ОТК. При направлении партии материала, например, в заготовительный цех сопроводительный талон хранится в цехе (либо на цеховом складе), причем срок хранения определяется как временем полного использования данной партии, так и гарантийными сроками самой продукции, В цехе назначается ответственный за учет и хранение указанной сопроводительной документации. Материалы и комплектующие в цеховых кладовых должны быть разложены раздельно по меркам, размерам, партиям таким образом, чтобы маркировка и прикрепленные к ним сопроводительные талоны были доступны для осмотра. 2. При выдаче материалов или комплектующих из цеха и цеховых складов кладовщик выписывает маршрутный лист (форма № 2) с обязательным указанием в нем всех данных сопроводительного талона с последующей регистрацией в журнале. При запуске материала в обработку запрещается: - изготавливать партии заготовок или деталей из материала разных партий; - выписывать один маршрутный лист на заготовки, изготовленные из материала разных или неизвестных номеров партий материала. Кладовщик после отчета за количество изготовленных и принятых ОТК заготовок (деталей), указанных в маршрутных листах, осуществляет описание маршрутных листов и хранит их в кладовой цеха в установленном порядке (по изделиям, годам, месяцам). Дальнейшее движение принятых ОТК заготовок и деталей по технологической цепочке внутри цеха осуществляется с оформленным маршрутным листом с указанием маршрута согласно действующей документации. 3. Перед выпуском готовых деталей из цеха ответственное лицо на основании маршрутного листа выписывает сопроводительный талон №2 (форма № 3) с обязательным заполнением всех граф и затем сдает детали на склад готовых деталей (СГД). Движение заготовок, деталей в цехах и между цехами необходимо производить по оптимальным цеховым и межцеховым маршрутам и обязательно в технологической таре с сохранением сопроводительной документации (маршрутный лист, сопроводительный талон №2) в аккуратном виде и строгом соблюдении правил оформления сопроводительной документации. Сопроводительные талоны №2 хранятся на СГД установленное время. 4. Выдача деталей с СГД в цехи производится с сопроводительным листом (форма 4) с обязательным заполнением всех граф на основании сопроводительного талона №2. Дальнейшая обработка и движение деталей и сборочных единиц в цехах производится с сопроводительным листом, с которым они поступили с СГД. Выдачу материалов и комплектующих из цеховых кладовых и деталей с СГД должны производить в порядке очередности их поступления на склад. В случае дробления партии деталей или сборочных единиц при отправке на дальнейшую обработку выписывается на каждую отделившуюся партию дубликат сопроводительного листа, в котором должны быть переписаны все реквизиты из заглавной части основного сопроводительного листа и наименование последней технологической операции (для определения срока хранения). В дубликате сопроводительного листа фиксируются следующие данные: - количество деталей или сборочных единиц в отделившейся партии в штуках; - дата; - Ф.И.О. и подпись лица, отправившего партию. При запуске деталей и сборочных единиц на последующую обработку комплектовщик полразделения, из которого выдается партия, вписывает в сопроводительный лист маршрут обработки на основании маршрутных карт. Сопроводительные листы на сборочные единицы после выполнения операций, на которой сборочная единица вошла в изделие, исполнитель операции сдает на хранение в производственно-диспетчерское бюро. 5. Сопроводительные листы на наиболее ответственные сборочные единицы после выполнения операции, на которой сборочные единицы вошли в изделие, исполнитель операции вкладывает в технологический паспорт (форма № 5) и передает на следующие операции сборки. При сборке изделий технологический паспорт служит сопроводительным документом по всему указанному в нем технологическому маршруту изготовления изделий. Технологический паспорт оформляется на каждое изделие, кроме того, он может оформляться на сборочные единицы со сложным технологическим маршрутом изготовления. Технологический паспорт заполняется мастером того участка, где производится первая операция. Состав операций, подлежащих включению в технологический паспорт, определяется ведущим технологом и согласовывается с ОТК. После сборки изделия исполнитель сшивает все сопроводительные листы, включенные в паспорт, проставляет номер паспорта, к которому относятся сопроводительные листы, и сдает их в ЦДБ для учета и хранения. После приемки и упаковки изделия контрольный мастер сдает полностью оформленный технологический паспорт ответственному за учет и хранение паспортов, который регистрирует его в журнале. Сроки хранения технологического паспорта и сопроводительных листов устанавливаются в зависимости от специфики изделий.СПИСОК ЛИТЕРАТУРЫ
1. Системы качества. Сборник нормативно-методических документов М., издательство стандартов, 1989 2. Международные стандарты. Управление качеством продукции. ИСО 9000 - ИСО 9004, ИСО 8402. М., издательство стандартов, 1988 3. Р 50-601-27-92. Рекомендации. Формирование, реализация и актуализация политики предприятия в области качества. М., ВНИИС, 1991 4. Р 50-601-29-92. Рекомендации. Внутренняя проверка системы качества на предприятии, М., ВНИИС, 1992 5. Р 50-601-30-92. Рекомендаций. Организация на предприятии работы по обеспечению стабильности качества изготовления продукции (в соответствии с - положениями стандартов ИСО серии 9000) (состав работ), М., ВНИИС,1992 6. Рекомендации. Система качества. Регистрация данных о качестве (в соответствии с положениями стандартов ИСО серии 9000). М., ВНИИС, 1992ИНФОРМАЦИОННЫЕ ДАННЫЕ
Разработаны Всероссийским научно-исследовательским институтом сертификацииВведены впервыеИсполнители: Гладков К.И., Галеев В.И., к.э.нУтверждены Приказом ВНИИС № 63 от 24.05.93 г.Внешний осмотр с целью идентификации является обязательной процедурой особенно при единичной оценке. В некоторых случаях возникает необходимость не только внешне осмотреть объект, но и проверить реальную комплектность инструмента, приспособлений, оснастки и инвентаря. Убедиться в работоспособности и эксплуатации.
Введение…………………………………………………………………………………………………………………... 3
Глава 1. Особенности рынка и классификация машин и оборудования различного назначения………………………………………………………………………………………….
4
1.1. Особенности рынка машин и оборудования…………………………………………………. 4
1.2. Классификация машин и оборудования…………………………………………………………. 7
Глава 2. Идентификация машин и оборудования различного назначения.. 13
2.1. Группировка и идентификация машин и оборудования……………………………….. 13
2.2. Этапы идентификация………………………………………………………………………………………. 14
2.3. Особенности идентификации технологического оборудования………………….. 15
2.4. Требования к идентификации объекта при оценке машин и оборудования 18
Заключение……………………………………………………………………………………………………………… 20
Список используемой литературы……………………………………………………………………… 21
Работа содержит 1 файл
министерство
образования и науки РФ
ФГБОУ
ВПО
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
им. Н.И. ЛОБАЧЕВСКОГО»
Финансовый факультет
КОНТРОЛЬНАЯ РАБОТА
(8-й семестр)
По дисциплине:
«Оценка имущества организации»
«Идентификация машин и оборудования различного назначения. Принципы идентификации.»
Выполнила:
студентка 4 курса, группы 13Н41
заочного отделения,
специальности «Налоги и
налогообложение»
Канунова Н.В.
Проверил:
Головилова А.
______________________________ ______
Нижний Новгород
Введение………………………………………………………… ………………………………………………………... |
|
Глава 1. Особенности рынка и классификация машин и оборудования различного назначения…………………………………………………… ……………………………………. |
|
1.1. Особенности рынка машин и оборудования……………………………………………… …. |
|
1.2. Классификация машин и оборудования……………………………………………… …………. |
|
Глава 2. Идентификация машин и оборудования различного назначения.. |
|
2.1. Группировка и идентификация машин и оборудования……………………………….. |
|
2.2. Этапы идентификация…………………………………………… …………………………………………. |
|
2.3. Особенности идентификации технологического оборудования………………….. |
|
2.4. Требования к идентификации объекта при оценке машин и оборудования |
|
Заключение…………………………………………………… ………………………………………………………… |
|
Список используемой литературы…………………………………………………… ………………… |
Введение.
Под идентификацией машин и оборудования понимается установление соответствия конкретных машин и оборудования образцу или их описанию, в качестве которого могут быть использованы национальные стандарты, спецификации и чертежи, технические условия, эксплуатационная документация.
Прежде чем приступить непосредственно к оценке, нужно сформировать массив подлежащих оценке объектов, затем собрать первичную информацию из документов на эти объекты и провести внешний осмотр и идентификацию объектов.
Первейшей задачей внешнего осмотра является идентификация объектов оценки. Идентификация в широком смысле – это установление тождественности между предметом, который реально имеется, и тем описанием предмета, которое дано в официальном документе на этот объект.
Идентификация объектов оценки означает, во-первых, составление или уточнение списка оцениваемых единиц оборудования, машин и транспортных средств по их реальному наличию, т.е. проведение как бы своеобразной инвентаризации, во-вторых, проверка и приведение в соответствие с реальным состоянием учётной и технической документации на оцениваемые объекты.
Внешний осмотр с целью идентификации является обязательной процедурой особенно при единичной оценке. В некоторых случаях возникает необходимость не только внешне осмотреть объект, но и проверить реальную комплектность инструмента, приспособлений, оснастки и инвентаря. Убедиться в работоспособности и эксплуатационной готовности объекта путём пробного его включения, проверить некоторые его характеристики во включённом состоянии.
Иногда в целях экономии времени внешний осмотр совмещают с экспертизой физического состояния объекта. В результате такой экспертизы получают дополнительную информацию об объекте, необходимую для более точного расчёта стоимости.
Глава 1. Особенности рынка и классификация машин и оборудования различного назначения.
1.1. Особенности рынка машин и оборудования.
Современный активный рынок машин и оборудования широко структурирован, каждая группа оборудования имеет свой сектор. Значительная часть машин и оборудования в силу своей специфики или специфики производства, в котором оно занято, имеет ограниченный открытый рынок. Для рынка машин и оборудования характерно постоянное изменение конъюнктуры, что определяется систематическим обновлением машиностроительной продукции и выпуском более совершенной техники взамен морально устаревшей. Оборудование и машины, принадлежащие предприятиям, относятся к основным фондам, используются в производстве той или иной продукции (работ, услуг) длительный период в натуральной форме в качестве средств производства.
Машины и оборудование, как движимое имущество, являются на рынке активов наиболее распространенным товаром. С развитием рынка сформировалась потребность в оценке рыночной стоимости технических средств. Оценка рыночной стоимости машин и оборудования требует четкой идентификации объектов оценки. Идентификация состоит в выявлении технических характеристик и свойств объектов оценки с отнесением их к определенному классу основных средств в соответствии с общепринятыми классификаторами. В связи с большим количеством и разнообразием машин и оборудования этап идентификации, в особенности при оценке крупных массивов, является одним из самых ответственных и трудоемких в процессе оценки.
Можно выделить следующие особенности оценки машин и оборудования (далее МО):
Многообразие наименований, видов, модификаций МО – только отраслевые перечни исчисляются сотнями тысяч наименований изделий и, соответственно, число производителей МО также велико, что приводит к широкому разбросу цен на одно и то же изделие;
Технический прогресс не только изменяет технологию изготовления и вид МО, но и их функциональное назначение. Функциональное устаревание имеет тенденцию ускоренного роста, время от времени происходят технические революции, которые приводят к радикальному изменению потребительских приоритетов;
Идентификация и локализация денежного потока, приходящегося на МО, как на составную часть бизнеса, часто затруднена в силу сложной структуры производства.
Следствиями этих особенностей являются:
Много вариантность исполнения МО с одним и тем же функциональным назначением;
Большая номенклатура составляющих элементов изделий (деталей, узлов).
Большой объём базы данных для автоматизированной оценки;
Низкая сходимость результатов при определении среднего уровня цен;
Относительно короткий жизненный цикл изделий и влияние его этапов на ценообразование;
Динамичное и радикальное изменение стоимости с течением времени;
Влияние на стоимостную оценку сопутствующих затрат (транспортировка, таможенные пошлины, установка, пуско-наладка, ремонт, ЗИП и пр.);
Значительные затраты на поддержание актуальности информационной базы данных;
Проблема точности и взаимозаменяемости запасных частей при ремонте;
Большие различия между аналогами импортного и отечественного производства;
Взаимосвязь между МО в производственном цикле;
Сложность прогнозирования денежных потоков;
Необходимость учёта требований экологии и безопасности в эксплуатации.
Производство МО строго регламентируется ГОСТами, техническими условиями и другими нормативно-техническими документами.
Совокупность особенностей и отличий оценки МО определяет приоритеты в выборе методов оценки с точки зрения получения максимально достоверного результата:
1. Что касается машин и оборудования, то это имущество движимое, и при оценке земельный или территориальный фактор практически роли не играет, но в то же время приобретает значение другой круг факторов (техническое совершенство, надежность и качество, степень изношенности, моральное старение, бренд изготовителя и т.д.).
2. При оценке машин и оборудования большую остроту имеет проблема идентификации объектов оценки. Задача идентификации таких объектов значительно сложнее, чем при оценке объектов недвижимости.
3. Количество оцениваемых объектов только на одном предприятии может достигать десятков тысяч единиц самого разнообразного по назначению, устройству и характеристикам оборудования. При этом оценщик машин и оборудования часто сталкивается с трудностями разграничения, как единиц оборудования, так и объектов, относящихся к другим видам активов предприятия. При этом в большинстве случаев проблем не возникает. Однако встречаются такие объекты, которые настолько основательно связаны со зданием или сооружением, что возможно с равным правом их отнесение, как к недвижимости, так и к оборудованию. Например: вентиляционные, отопительные и осветительные системы в зданиях по существу представляют собой оборудование, но относятся к недвижимости. Их стоимость является составной частью стоимости здания. Лифт в здании, его кабина, привод и управление - это оборудование, а шахта лифта - это сооружение и к оборудованию не относится. С другой стороны, машины и оборудование как компоненты основных средств надо отличать от малоценных и быстроизнашивающихся предметов, которые относятся к оборотным средствам. Это средства труда со сроком службы менее года независимо от их стоимости и средства труда со сроком службы более года, но с первоначальной стоимостью менее установленного нормативными документами уровня. Понятно, что изменение учетной стоимости некоторых недорогих объектов по результатам оценки может сказаться на их положении как учетных единиц.
4. При оценке машин и оборудования исключительно важную роль играет фактор износа. Что касается машин и оборудования, то их износ происходит сравнительно интенсивно. В большинстве случаев оценщику приходится иметь дело с техникой, имеющей ту или иную степень износа, причем как физического, так и функционального.
5. На стоимость машин и оборудования могут оказывать влияние такие нематериальные активы, как товарный знак, изобретение, ноу-хау и др.
6. Рынок машин и оборудования очень структурирован. Практически каждая группа машин имеет свой сектор товарного рынка, и этих секторов оказывается гораздо больше, чем на рынке недвижимости. Причем характер рынка в разных секторах различный. Для многих видов универсальных машин и оборудования характерен развитый рынок (автомобили, строительная техника, компьютеры, бытовая и офисная техника, универсальные станки и др.). В то же время рынок специальной и уникальной техники в основном узконаправленный. Значительная часть специального оборудования изготавливается по индивидуальным заказам и не имеет открытого рынка, поэтому его оценку приходится вести с применением только затратного подхода.
7. Рынок машин и оборудования весьма подвижен в сравнении с рынком недвижимости. Это вызвано систематическим обновлением ассортимента продукции промышленно-технического назначения и появлением новых образцов взамен морально устаревших.
8. При оценке машин и оборудования, следует также учитывать зависимость стоимости объекта от стадии жизненного цикла, на котором он находится.
Машины и оборудование являются важнейшей составной частью имущественного комплекса предприятия, и оценка их рыночной стоимости определяет не только наиболее «вероятную цену» исследуемого технического объекта или целой совокупности машин, но и позволяет четко определить соответствие главной, определяющей части основных средств любого бизнеса современному уровню развития того или иного производства.
1.2. Классификация машин и оборудования.
Оценка машин и оборудования сопряжена со множеством трудностей, среди которых чрезвычайное разнообразие типов и видов, а также вариантов исполнения их. Кроме того, оцениваются в основном не современные, выпускаемые, а уже снятые с производства объекты, которые эксплуатируются в парке или находятся в консервации. В этой связи актуальным становится вопрос о группировке машин и оборудования по определенным принципам, что можно осуществить с помощью классификации и применения единой процедуры оценки к объектам одной группы.
Классификация - это система распределения по конкретным отличительным признакам.
В настоящее время разработано много разных классификаторов для оборудования. Их применяют для целей учёта основных средств, оценки стоимости, идентификации, коммерческих операций, начисления амортизации, проведения ремонтных работ и технического обслуживания и т.д