Риск под контролем. Общее понятие о пооперационной работе Пооперационное разделение труда на швейном производстве
Для процессов, рассчитанных на условное изделие с выделением усложняющих элементов, технологическую схему составляют в два этапа. На первом этапе технологическую схему составляют по форме 6.1.
В технологическую схему кроме операций по обработке изделий включают установочные операции по контролю наиболее ответственных узлов одежды, операции запуска и работы, выполняемые бригадиром.
Организационные операции нумеруют по порядку их выполнения, при этом сначала выделяют операции, скомплектованные из технологически неделимых операций изготовления изделия Исходной (минимальной) сложности, а затем операции, скомплектованные из технологически неделимых операций выполнения усложняющих элементов, которым присваивается тот же номер, но с индексом «У», или номера присваивают, начиная с числа, соответствующего порядковому номеру за последней организационной операцией по изделию исходной (минимальной) сложности.

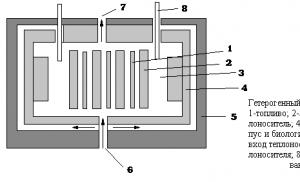
Рис. 6.1. Движение деталей в технологическом процессе
Если повторяемость усложняющих элементов в изделии составляет 70...80%, то его относят к изделиям исходной (минимальной) сложности.
На втором этапе составляют краткую схему разделения труда с расчетом нормы выработки и расценки (форма 6.2).
Расценка организационной операции состоит из средневзвешенной расценки операций изготовления изделия исходной (минимальной) сложности и полной расценки операций выполнения усложняющих элементов, учитываемой только при наличии этих элементов в заказанном изделии.
Анализ комплектования операций выполняют расчетным и графическим методами так же, как и при расчете потоков (см. главу 5).
Расчетным путем определяют коэффициент согласования. Коэффициент согласования определяется по формуле
![]()
где Т - затраты времени на изготовление изделия, мин; k - фактическое число рабочих; т - такт потока, мин.
Графическим путем показывают загруженность операций потока и движение деталей. Загруженность операций потока определяют с помощью графика синхронности операций (синхронного графика).
Вместо синхронного графика можно построить диаграмму синхронности выполнения операций процесса, в которой наряду с загруженностью операций процесса относительно такта будет видно ее содержание по специализации работ.
По технологической схеме составляют сводку рабочей силы, оборудования и рабочих мест процесса.
РАСЧЕТ ПЛОЩАДЕЙ
Площади раскройного участка, швейного цеха и участка окончательной влажно-тепловой обработки рассчитывают, исходя из числа рабочих в смену, работающих в этом цехе и на этом участке, и санитарной нормы площади на одного рабочего: 12 м 2 для раскройного участка, 7м 2 для швейного цеха, 9 м 2 для участка окончательной влажно-тепловой обработки.
Площадь приемного салона определяют, исходя из площади занятой оборудованием, а также предусмотренной для заказчиков и работающих. Одним из элементов оборудования салона являются примерочные кабины, число которых зависит от пропускной способности салона проектируемого предприятия. Пример ее расчета дан в табл. 6.12.
Число кабин определяют, исходя из того, что одной кабиной в час могут воспользоваться четыре заказчика при условии их неодновременного прихода.
Число кабин равно числу заказчиков в час, пользующихся кабинами, умноженному на коэффициент неравномерности прихода заказчиков (К= 1,5), т.е. 17,9- 1,5/4 = 6,7, т.е. 7.
Число кабин можно определить по числу закройщиков, одновременно работающих в салоне. При этом учитывается, что закройщики работают в салоне по графику (один день на раскрое, один день в салоне на приеме заказов). Например, при расчете число закройщиков получилось равным 12. В салоне могут одновременно
Урок швейного дела.
Класс 10.
Учитель трудового обучения Дейнекина И.А.
Тема: Изготовление изделий с пооперационным разделением труда.
Цели:
Продолжить знакомство со структурой и организацией работы цехов швейной фабрики, с профессиями швейного производства. Закрепление знаний и умений при изготовлении наволочки.
Дидактический материал:
Наглядные пособия, раздаточный материал, инструкционно- технологические карты, пооперационно - технологические карты с образцами, карточки.
Швейные машины, ножницы, нитки, ткань, детали кроя, полуфабрикат – задел.
Ход работы:
I Оргмомент
Контроль посещаемости.
II Повторение
Какие существуют виды производства?
Какие предприятия выполняют массовый пошив изделий?
Какие предприятия занимаются индивидуальным производством одежды?
Вспомним, какие цеха имеются на швейной фабрике? (карточка №1) Самооценка.
С помощью эскизов составьте поочерёдность процесса изготовления одежды на швейном предприятии, и назвать название цеха.
Давайте вспомним, какие специалисты работают в этих цехах.
Ваша задача – выбрать те специальности, которые соответствуют данному цеху. (карточка №2) Самооценка.
III Беседа о предстоящей работе
Сегодня нам предстоит остановиться на работе экспериментального и швёйного цехов.
При выполнении конкретного заказа составляется техническая документация на конкретную модель.
Представим, что художник нарисовал эскиз модели (в данном случае – наволочка с клапаном)
Ваша задача, как технолога, состоит в следующем: с помощью эскиза модели составить техническую документацию: определить размер, ткань для пошива, технологическую обработку. (карточка №3)Самооценка.
Теперь у нас есть техническое описание на конкретную модель.
Так как мы будем изготавливать изделие с пооперационным разделением труда (а на фабрике именно так шьют изделия), необходимо разделить этапы изготовления изделия на операции.
Для этого составим план работы по пошиву наволочки.
Ваша задача: Восстановить последовательность обработки наволочки с клапаном. (карточка №4) Самооценка.
Распределение операций (М.,Р.,У)
Изучение инструкционно - технологических карт
IV Практическая работа
Вводный инструктаж .
Прежде чем приступить к работе мы должны:
Организовать каждый своё рабочее место.
Повторить ТБ на конкретном рабочем месте.
Задание:
С помощью инструкционно- технологической карты выполнить конкретную операцию.
Самоконтроль. Взаимоконтроль.
Текущий инструктаж. Контроль качества.
М . Шов вподгибку с закрытым срезом.
1. Ширина шва вподгибку равна 1 см.
2.Строчка выполнена на расстоянии 1-2 мм от края.
Р . 1. Длина клапана- 25 см.
2.Детали сложены лицевой стороной.
М. Двойной шов.
Ширина шва 7 мм.
Строчка ровная по всей длине шва.
Закрепка выполнена в начале и в конце строчки, не более 1 см.
У . Влажно –тепловая обработка выполнена качественно.
Р. Наволочка сложена по стандарту.
Заключительный инструктаж.
Для чего нужны карты учёта?
Что в них фиксируется?
Доклад бригадира о количестве сделанного и насколько качественно, был ли брак в работе?
Анализ образца.
Разбор допущенных ошибок.
VI Подведение итогов.
Оценка работы.
Г(О)С(К)ОУ С(К)О школа-интернат YIII вида №3
Открытый урок
по предмету УТП «ШВЕЙНОЕ ДЕЛО» на тему: «Практическое повторение. Изготовление фартука с нагрудником с пооперационным разделением труда»,
проведённый в 11 «А» классе.
Учитель: Дейнекина И.А.
14.02.2009
Тема: Практическое повторение. Изготовление фартука с нагрудником с пооперационным разделением труда
Цели:
Продолжить знакомство с организацией работы швёйного цеха фабрики.
Закрепление знаний и умений при изготовлении фартука с нагрудником.
Развитие аналитико-синтетической деятельности учащихся на основе упражнений в составлении целого как способ развития логического мышления.
Воспитание мотивации к учению через самооценку, самостоятельности и чувства ответственности за порученную работу перед коллективом, умение трудиться в коллективе.
Дидактический материал:
Наглядные пособия, образец изделия, инструкционно – технологическая карта, пооперационно- технологические карты с образцами, карточки.
Инструменты и принадлежности:
Швейные машины, ножницы, нитки, ткань, детали кроя, полуфабрикаты – задел.
Ход работы:
I Оргмомент
Контроль посещаемости.
Проверка спецодежды и готовности к уроку
II Повторение
1.Карточка №1.
Задание. Подпишите название деталей кроя фартука с нагрудником.
Самооценка.
2.Карточка№2
Задание. Восстановить последовательность изготовления фартука с нагрудником. Самооценка.
3.Какие существуют виды работ? Самооценка.
4. Вспомним, какие операции вы выполняли при изготовлении фартука?
5. Вспомним терминологию машинных, ручных и утюжильных и соответствие их конкретной операции.
6. Какие швы применяли при пошиве фартука?
Выбрать из представленных швов. Самооценка.
7.Дайте отчёт о предстоящей работе поузловой обработки фартука с нагрудником.
IV Практическая работа
Вводный инструктаж .
ТБ при работе конкретной операции.
Организация рабочего места.
Какие неполадки могут возникнуть в результате работы на швейной машине?
Задание:
С помощью инструкционно - технологической карты выполнить конкретную операцию.
Текущий инструктаж.
Особое внимание уделить расположению контрольного знака.
Самоконтроль.
Заключительный инструктаж.
Доклад бригадира о качестве и количестве сделанного.
Был ли брак в работе?
V Анализ выполненной работы.
Анализ образца.
Сравнение, разбор допущенных ошибок.
VI Подведение итогов. Оценка.
Муниципальное бюджетное специальное (коррекционное) образовательное учреждение для обучающихся, воспитанников с ограниченными возможностями здоровья
«Дивеевская специальная (коррекционная) общеобразовательная школа-интернат VIII вида»
607328 Нижегородская область, Дивеевский район, п.Сатис, улица Московская, дом 42
ЗАНЯТИЕ ПО ШВЕЙНОМУ ДЕЛУ(2 урока)
ТЕМА: «ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ С ПООПЕРАЦИОННЫМ РАЗДЕЛЕНИЕМ ТРУДА. ПОШИВ ДЕТСКОГО ПЛАТЬЯ»
9 КЛАСС
Учитель швейного дела
Кузнецова Светлана Юрьевна
2011-2012 учебный год
Тип занятия: комбинированное.
Тема занятия:
Изготовление изделий с пооперационным разделением труда.Пошив детского платья.
Цель занятия:
Задачи занятия:
образовательные:
1.Закрепить полученные знания по теме:«Пооперационное разделение труда».
2. Познакомить обучающихся с особенностями изготовления изделий промышленным способом.
коррекционно – развивающие:
1.Способствовать развитию у обучающихся абстрактного мышления и памяти через разгадывание загадок.
2.Способствовать развитию мелкой моторики рук обучающихся через практическую работу.
воспитательные:
1.Воспитывать у обучающихся любовь к труду.
2.Воспитывать у обучающихся навыки самоконтроля.
3.Воспитывать устойчивый интерес к урокам швейного дела.
Наглядность:
образцы изделий выполненных на швейной фабрике;
слайд-презентация.
Оборудование:
индивидуальные карточки-задания;
детали кроя детского платья;
ножницы;
карандаш;
учебник;
мультимедийный проектор;
ПК;
экран.
План занятия:
I.Организация начала занятия(1)
II.Сообщение темы и цели занятия (1)
III.Разминка (2)
IV.Повторение темы:« Пооперационное разделение труда»(7)
V. Объяснение нового материала(10)
VI.Практическая работа(44)
VII.Закрепление нового материала(12)
VIII.Объяснение домашнего задания(1)
IX.Подведение итогов занятия (2)
Ход занятия:
I.Организация начала занятия.
Цель: настроить обучающихся на работу на уроке.
А) Сверить обучающихся по списку.
Б) Проверить готовность к уроку.
В) Настроить обучающихся на работу на уроке.
Психологический настрой обучающихся на фоне лирической музыки.
(СЛАЙД № 2)
Улыбка ничего не стоит, но много дает. Она обогащает тех, кто ее получает, не обедняя при этом тех, кто ею одаривает. Она длится мгновение, а в памяти остается порой навсегда. Она создает счастье в доме, порождает атмосферу доброжелательности в деловых взаимоотношениях и служит паролем для друзей.
Подарите друг другу улыбку!
Улыбайтесь, и всё у вас будет хорошо!
(Обучающиеся дарят друг другу и гостям улыбающееся солнышко)
II.Сообщение темы и цели занятия.
Цель: активизировать деятельность обучающихся на уроке.
Ребята, на этом уроке мы будем изучать тему: « Изготовление изделий с пооперационным разделением труда.Пошив детского платья ». Сегодня вам предстоит учиться приёмам пооперационного разделения труда.
III.Разминка
Как называется наш урок?
Какой он по счету?
IV.Повторение темы:« Пооперационное разделение труда ».
Цель: закрепить имеющиеся у обучающихся знания по теме.
Какую тему вы изучали на прошлом уроке?
Фронтальный опрос.
1.На каких предприятиях изготавливают одежду?
2. Чем различаются массовый пошив одежды и индивидуальный?
3. Из каких цехов состоит швейное производство?
4. Что такое лекало?
5. В каком цехе швейного предприятия используют настилочные машины и настилочные столы?
6.Что такое пооперационное разделение труда?
7.Зарисуйте на доске схему расположения рабочих мест в швейном цехе?
8. Какое количество операций выполняет одна швея на швейном предприятии в течении всего рабочего дня?
9. Какое оборудование используют на швейных предприятиях для влажно – тепловой обработки?
Обобщение материала учителем.
Учитель: - Молодцы ребята, я поняла,что вы усвоили материал по теме: «Пооперационное разделение труда ».
V. Объяснение нового материала
Цель: учить приёмам изготовления детского платья промышленным способом .
А) Повторное сообщение темы и цели урока.
Б) Объяснение - беседа
Учитель:
На фабриках, при массовом пошиве время на изготовление детского платья затрачивается намного меньше за счет исключения ручных видов работ (сметывания, заметывания, приметывания), втачивания рукавов в открытую пройму и пооперационного разделения труда.
Как вы думаете, почему швея на предприятии при пооперационном разделении труда выполняет операцию (например, стачивание деталей спинки) гораздо быстрее портнихи в ателье?
Вторым главным отличием в ходе работы по изготовлению детского платья является то, что рукав втачивают не в закрытую пройму, а в открытую пройму. Для этого не стачивают боковой шов, а после обработки плечевых швов, втачивают рукав в открытую пройму (объяснение учитель сопровождает показом образца изделия со стачанными плечевыми швами).
Учитель:
Ребята, скажите, какое сегодня число?
Какой сейчас идет месяц?
Какой сейчас год?
В) Работа в тетрадях.
Запись числа и темы урока.
(Обратить внимание на осанку детей во время письма; на аккуратность письма; на соблюдение единого орфографического режима.)
Зарисуйте модели детских платьев в тетрадь. Слайд 6 .
VI.Практическая работа «Изготовление детского платья »
Цель: учить приёмам пооперационного разделения труда
Повторение правил безопасной работы на швейной машине, с утюгом и инструментами. Слайд 8
Чтобы во время выполнения практической работы не нанести вреда своему здоровью вы должны отчетливо знать и соблюдать правила безопасной работы в швейной мастерской.
Давайте представим, что мы с вами небольшая бригада и перенесёмся мысленно на швейную фабрику в швейный цех по пошиву детской одежды, а, именно, детского платья (озвучивается состав бригады с указанием конкретной операции для каждой работницы).
Выполнение практической работы с соблюдением правил безопасной работы.
VII.Закрепление изученного материала.
Цель: способствовать развитию мышления и памяти обучающихся.
Ребята, я предлагаю вам рассказать о том, какие операции вы сегодня выполняли.
VIII.Объяснение домашнего задания.
Цель: воспитывать у обучающихся чувство ответственности за выполнение
Задания.
IX .Подведение итогов урока.
Цель: прививать обучающимся навыки самоконтроля.
Выставление оценок
Учитель:
Чему вы учились на этом уроке?
Может ли умение изготовления изделий с пооперационным разделением
Труда понадобиться вам самостоятельной жизни?
Урок окончен. Все свободны.
Предварительный просмотр:
Чтобы пользоваться предварительным просмотром презентаций создайте себе аккаунт (учетную запись) Google и войдите в него: https://accounts.google.com
Подписи к слайдам:
Муниципальное бюджетное специальное (коррекционное) образовательное учреждение для обучающихся, воспитанников с ограниченными возможностями здоровья «Дивеевская специальная (коррекционная) общеобразовательная школа-интернат VIII вида» 607328 Нижегородская область, Дивеевский район, п.Сатис, улица Московская, дом 42 Изготовление изделий с пооперационным разделением труда. Пошив детского платья. ЗАНЯТИЕ ПО ШВЕЙНОМУ ДЕЛУ(2 урока) Учитель швейного дела Кузнецова Светлана Юрьевна
Улыбка ничего не стоит, но много дает. Она обогащает тех, кто ее получает, не обедняя при этом тех, кто ею одаривает. Она длится мгновение, а в памяти остается порой навсегда. Она создает счастье в доме, порождает атмосферу доброжелательности в деловых взаимоотношениях и служит паролем для друзей. Подарите друг другу улыбку! Улыбайтесь, и всё у вас будет хорошо!
Детское платье
Правила безопасной работы с иглой, булавками и ножницами. 1. Иглы и булавки необходимо хранить в () 2. Сломанную иглу не бросать, а передать () Класть ножницы сомкнутыми лезвиями от работающего; передавать их () вперёд. игольнице учителю кольцами
Правила безопасной работы с утюгом. Включать и выключать утюг можно только () руками. Утюг нельзя оставлять () без присмотра. 3. Во время работы надо следить, чтобы подошва утюга не касалась () сухими включенным шнура
Правила безопасной работы на швейной машине с электроприводом. Включать и выключать машину можно только держа за вилку сухими руками. Под ногами должен находиться () коврик Во время работы нельзя низко () к движущимся механизмам машины. 3. Нельзя класть инструменты на платформу швейной машины. наклонять голову резиновый
План пошива детского платья. 1. Обработка мелких деталей 2. Обработка среднего шва спинки 3. Притачивание карманов 4. Обработка плечевых швов 5 . Втачивание рукавов 6 . Обработка боковых швов 7. Обработка низа платья
Желаю всем удачи!
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
«Формы организации труда на промышленном предприятии»
МИНСК, 2008
Современному производству свойственно обособление отдельных процессов и работ, что позволяет специализировать орудия труда и работников, сокращать производственный цикл, повышать производительность труда. С другой стороны, труд всех работающих на предприятиях является трудом коллективным. Его результаты зависят от того, в какой степени обеспечено соблюдение необходимых количественных и качественных пропорций в распределении труда по отдельным звеньям производства и рабочим местам, кооперация труда отдельных исполнителей и первичных производственных коллективов.
Обособление отдельных процессов и работ предполагает, в первую очередь, разделение труда. Под разделением труда на предприятии, понимается разграничение деятельности работающих в процессе совместного труда, их специализация на выполнении определенной части совместной работы.
По мере развития техники и технологии производственные процессы у сложняются, что вызывает развитие и углубление разделения труда на предприятиях. Это связано с тем, что формы разделения труда существенно влияют на специализацию, планировку и оснащение рабочих мест, их обслуживание, методы и приемы труда, его нормирование. Путем рационализации форм разделения и кооперации труда, обеспечивается полная и равномерная загрузка исполнителей, координация и синхронность их работы.
Значение разделения труда, как с экономической, так и с социальной стороны, чрезвычайно велико. Благодаря ему, все усложняющиеся трудовые процессы распадаются на менее сложные элементы, выполняемые определенными профессиональными и квалификационными группами работников. Это, с одной стороны, повышает мастерство и трудовые навыки исполнителей и сокращает сроки их профессиональной подготовки, а с другой - за счет обособления и относительного упрощения отдельных операций создает основу для механизации и автоматизации выполнения операций, что многократно повышает производительность труда.
Внутрипроизводственное разделение труда заключается в выделении различных видов работ, представляющих собой частичные производственные процессы, и закрепление их за определенными работниками с целью повышения производительности труда на основе ускорения усвоения рабочими трудовых навыков, специализации орудий труда и рабочих мест, параллельности выполнения операций. Число частичных процессов (видов работ) определяется организационно-техническими особенностями предприятия. Разделения труда на предприятии одновременно производятся в следующих основных формах:
технологическое;
функциональное;
профессиональное;
квалификационное.
Технологическое разделение труда осуществляется на основе расчленения процесса производства на стадии (заготовительную, обрабатывающую, сборочную), переделы, фазы, частичные технологические процессы и операции. В рамках технологического разделения труда применительно к отдельным видам работ, в зависимости от степени дифференциации трудовых процессов различается пооперационное, предметное и подетальное разделение труда.
Пооперационное разделение труда предусматривает распределение и закрепление операций технологического процесса за отдельными работниками, расстановку работающих, обеспечивающую их рациональную занятость и оптимальную загрузку оборудования.
Это достигается углублением специализации работников, что способствует высокому уровню производительности труда, формированию стойкого динамического стереотипа выполнения трудовых приемов, применению специализированной оснастки и инструмента, механизации трудовых процессов.
Предметное разделение труда предусматривает закрепление за конкретным исполнителем комплекса работ, позволяющих полностью изготовить изделие. Например, сборка электровыключателя, электророзетки.
Подетальное разделение предполагает закрепление за исполнителем изготовление законченной части изделия или детали.
Функциональное разделение труда предусматривает обособление различных видов трудовой деятельности и выполнение конкретных работ соответствующими группами работников, специализирующихся на выполнении различных по содержанию и экономическому значению производственных или иных функций. Согласно функциональному разделению труда, существует разделение всех рабочих на основных , занятых непосредственным выпуском продукции или выполнением основных работ; вспомогательных , которые сами непосредственно товарной продукции не производят, но обеспечивают своим трудом работу основных рабочих; обслуживающих , которые своим трудом создают условия для производительной работы как основных, так и вспомогательных рабочих.
В отдельные функциональные группы выделяют руководителей, специалистов и служащих.
Таким образом, функциональное разделение труда предполагает деление работников на группы в зависимости от их специализации по выполняемым функциям. Установление рациональных пропорций между этими группами и лежит в основе рационализации разделения труда.
В рамках функционального разделения труда выделяются професси о нальное и квалификационное разделение труда. Первое осуществляется в зависимости от профессиональной специализации работающих и предполагает выполнение на рабочих местах работ в рамках той или иной профессии. Исходя из объемов каждого вида этих работ, можно определить потребность в работниках по профессиям как в целом по предприятию, так и по его структурным подразделениям.
Квалификационное разделение труда вызывается различной сложностью работ, требующей определенного уровня знаний и опыта работников. Для каждой профессии рабочих устанавливается состав операций или работ различной степени сложности, которые группируются согласно присвоенным тарифным разрядам или квалификационным категориям. На этой основе определяется численность работников по каждой профессии, квалификационным разрядам и категориям.
Выбор наиболее рациональных форм разделения зависит от типа производства, объема выпускаемой продукции, ее сложности и др. Поэтому их поиск предполагает обязательный анализ этих факторов и обоснование оптимальной границы разделения труда. Каждое разделение труда имеет свои разумные пределы. С социальной точки зрения чрезмерное разделение труда обедняет его содержание, превращает работников в узких специалистов. С физиологической точки зрения чрезмерное разделение труда приводит к его монотонности, вызывает повышенную утомляемость и, как следствие, высокую текучесть работников, занятых на таких работах. В связи с этим возникают большие сложности в организации производственных процессов. Требуются более детальные расчеты и тщательная подготовка для эффективного соединения в едином процессе узкоспециализированных работников.
Из этих особенностей разделения труда вытекают определенные ограничения. Существуют технологическая, экономическая, психофизиологическая и социальная границы разделения труда.
Технологическая граница разделения труда определяется существующей технологией, которая делит производственный процесс на операции. Нижней границей формирования содержания операции является трудовой прием, состоящий не менее чем из трех трудовых действий, непрерывно следующих друг за другом и имеющих конкретное целевое назначение. Верхней границей разделения труда будет изготовление на одном рабочем месте всего изделия целиком.
Экономическая граница разделения труда обуславливается уровнем загрузки рабочих и длительностью производственного цикла. Разделение труда приводит к сокращению производственного цикла за счет параллельного выполнения операции, к повышению производительности труда за счет специализации орудий труда и рабочих мест, ускорения освоения рабочими трудовых приемов и методов труда.
Однако чрезмерное разделение труда на основе дробления отдельных технологических операций, приводит к нарушению пропорций в структуре затрат времени. При этом, с одной стороны, снижается время обработки, а с другой - увеличиваются такие элементы затрат как: время на установку и снятие деталей, межоперационную транспортировку предмета труда, межоперационный контроль и подготовительно-заключительное время. Таким образом, оптимальным может быть вариант, когда общее влияние факторов, снижающих длительность производственного цикла, больше общего влияния противоположных факторов.
Другим экономическим критерием является полнота занятости рабочего. Закрепление за рабочими узкоспециализированных функций не всегда обеспечивает его полную занятость. Поэтому, необходимо находить такие варианты формирования производственных операций, при которых рабочие не будут простаивать в ожидании работы или во время автоматического цикла работы оборудования. Особое значение это замечание приобретает в настоящее время, когда под влиянием научно-технического прогресса идет процесс перераспределения функций между рабочими и исполнительным органам оборудования. В составе рабочего времени растет доля времени наблюдения за работой оборудования. В этих условиях система операционного разделения труда не позволяет обеспечить полную занятость рабочих в течение смены. Необходимо расширение зон обслуживания и производственных функций рабочих.
Психофизиологическая граница разделения труда определяется допустимыми физическими и психологическими нагрузками. Длительность операций должна находиться в допустимых пределах, и содержать разнообразные трудовые приемы, выполнение которых обеспечивает чередование нагрузок на различные органы и части тела работающего. Монотонность трудового процесса, связанная с длительностью и повторяемостью однообразных приемов, действий исполнителей в течение оперативного периода, зависит от числа элементов в операции, продолжительности повторяющихся элементов, повторяемости однообразных приемов и действий.
Социальная граница разделения труда определяется минимально необходимым разнообразием выполняемых функций, обеспечивающим содержательность и привлекательность труда. Работник должен не только видеть результаты своего труда, но и получать от него определенное моральное удовлетворение. Труд, представляющий собой набор простейших движений и действий, снижает интерес к нему. Он лишен творчества, не способствует росту и квалификации работников.
Разделение труда неразрывно связано с кооперацией труда. Чем глубже разделение труда, тем большее значение приобретает кооперация. Коллективный труд - не простая сумма частичных трудовых процессов. Только правильное соотношение между частичными трудовыми процессами вместе с правильной расстановкой работников, обеспечивающей их рациональную занятость, приводит к высокой производительности труда. Поэтомукооперация труда на предприятии существует как объединение работников в ходе совместного выполнения единого процесса либо группы взаимосвязанных процессов труда.
Конкретные формы кооперации труда на предприятии многообразны, так как неразрывно связаны с организационно-техническими особенностями предприятия. Однако, несмотря на многообразие, их принято сводить к трем основным формам - межцеховой, внутрицеховой и внутриучастковой кооперации труда.
Межцеховая кооперация связана с разделением производственного процесса между цехами и заключается в участии коллективов цехов в общем для предприятия процессе труда по изготовлению продукции.
Внутрицеховая кооперация заключается во взаимодействии отдельных структурных подразделений цехов (участков, поточных линий).
Внутриучастковая кооперация заключается во взаимодействии отдельных работников в процессе совместного труда, или организации коллективного труда рабочих, объединенных в бригады.
Кооперация труда лимитируется, главным образом, организационными и экономическими границами. Организационная граница кооперации труда определяется тем, что с одной стороны нельзя объединить для выполнения любой работы менее двух человек, а с другой - существует норма управляемости, превышение которой приводит к несогласованности действий и значительным потерям рабочего времени. Экономическая граница кооперации труда определяется возможностью максимального снижения затрат живого и овеществленного труда на единицу выпускаемой продукции.
Выбор оптимального варианта разделения и кооперации труда в условиях противодействия различных факторов, характерных для каждого производственного процесса, должен основываться на достижении оптимального равновесия их влияния, обеспечивающего наиболее эффективное достижение поставленной цели. В каждом конкретном случае выбор должен осуществляться на основе всестороннего анализа специфики производства, характера выполняемых работ, требований к их качеству, степени загруженности работников и ряда других факторов.
Задача состоит в том, чтобы разумно расчленить всю совокупность операций производственного процесса, определить оптимальный их набор для каждого рабочего места, соответственно расставить исполнителей и установить наилучшую взаимосвязь между ними путем рациональной кооперации их труда. Правильное решение перечисленных задач позволяет более эффективно использовать живой и овеществленный труд, существенно сократить потери рабочего времени и простои оборудования, повысить эффективность производства.
Наиболее тесная кооперация членов трудового коллектива достигается при бригадной форме организации труда. Производственная бригада представляет собой первичный трудовой коллектив рабочих одинаковых или различных профессий, специальностей, квалификации, совместно выполняющих единое производственное задание и объединенных общей экономической оценкой результатов своего труда. Объективной предпосылкой такого объединения служат организационно-технические условия производства, т.е. такие условия, когда вне бригадной формы ведение производственного процесса либо невозможно, либо неэффективно.
Однако технические условия производства не определяют однозначного выбора организационной формы труда. На отдельных видах работ при одних и тех же технических условиях возможно применение как бригадных, так и индивидуальных форм. В этих условиях необходимо иметь в виду, что бригадная форма создает экономические предпосылки для высокопроизводительного труда на основе внутрибригадной кооперации труда, приводящей к уменьшению потерь рабочего времени, увеличению времени использования оборудования.
Целесообразность коллективного труда обусловливаются и психофизиологическими факторами. Бригады создают условия, позволяющие снизить монотонность труда за счет периодического перемещения рабочих с одних рабочих мест на другие, выполнения разнообразных технологических операций, сочетания различных функций.
Социальные предпосылки создания бригад выражаются в увеличении заинтересованности каждого их члена в конечном результате труда, сплочении коллектива на основе производственных интересов, развитии взаимопомощи и взаимного контроля.
Кооперация труда внутри бригад, которая базируется не на формальной расстановке работников по рабочим местам мастером или начальником участка, а на участии самих рабочих в данном процессе, способствует формированию позитивного социального климата в коллективе. Кроме того, в первичных коллективах легче решаются внутренние проблемы и конфликтные ситуации.
При принятии решения об организации бригад, следует иметь в виду, что они наиболее эффективны в следующих случаях:
Если определенная законченная часть технологического процесса не может быть выполнена одним исполнителем и требует параллельной работы группы рабочих;
Если группа рабочих мест связана общим ритмом работы (например, на поточных линиях и сборочных конвейерах);
При обслуживании крупных агрегатов и автоматических линий, гибких производственных систем (ГПС);
При выполнении ремонтных и монтажных работ, требующих одновременного участия нескольких исполнителей;
В настоящее время на предприятиях получили распространение бригады следующих форм: специализированные сменные и сквозные, комплексные сменные и сквозные.
Специализированные бригады организуются из рабочих одной профессии или специальности для выполнения однородных технологических операций, чаще всего для слесарно-сборочных, монтажных, наладочных, погрузо-разгрузочных операций. Их преимущество по сравнению с индивидуальной организацией труда состоит в том, что в этих коллективах сокращаются внутрисменные потери рабочего времени путем более организованного обеспечения инструментом, приспособлениями, заготовками, органического сочетания высококвалифицированных рабочих с рабочими более низкой квалификацией, обмена опытом и усиления дисциплины труда.
Комплексные бригады организуют из рабочих различных профессий и специальностей для выполнения комплекса технологически разнородных, но взаимосвязанных работ. Преимуществом такие бригад является возможность оптимальной кооперации труда основных и вспомогательных рабочих, применения принципа совмещения профессий и специальностей, гибкости в решении вопросов расстановки рабочих. Поэтому они создаются при обслуживании сложных агрегатов, на поточных линиях и предметно-замкнутых участках.
Специализированные и комплексные бригады могут быть сменными, объединяющими рабочих одной смены, и сквозными (суточными ), включающими в себя рабочих, занятых в нескольких сменах. Опыт работы сменных специализированных и комплексных бригад, то есть бригад, которые действуют только в течение смены и затем уступают рабочее место другой бригаде, свидетельствует о возможности неполной загрузки оборудования и неритмичной работы. Это, как правило, связано с необходимостью передачи смены. Например, при обработке деталей значительной трудоемкости и на операциях с большим временем наладки оборудования, когда станочник, не успевший до конца смены обработать деталь, снимает ее со станка, а сменщик устанавливает на станок другую деталь, потери весьма существенны. Организация сквозных бригад с передачей смены «на ходу», способствует сокращению потерь рабочего времени рабочих, простоев оборудования, повышает коллективную ответственность и материальную заинтересованность в конечных результатах труда.
Во всех типах бригад коллективный характер труда сочетается с разделением труда между их членами. Формы такого разделения зависят от многих факторов, в том числе от специализации рабочих мест, степени механизации и автоматизации производственных процессов, технологических особенностей операции. Работа между членами специализированных бригад распределяется в основном в соответствии с квалификацией. Однако полного соответствия между квалификацией рабочих и квалификационным уровнем работ добиться весьма сложно, поэтому отдельные работники выполняют работу, не соответствующую их квалификации. При этом разряд работы может быть и выше и ниже разряда рабочего.
Не всегда удается укомплектовать бригаду в точном соответствии с объемами работ по отдельным специальностям, так как они значительно меняются с течением времени. Поэтому практикуется частичная загрузка отдельных челнов бригады работой по другой специальности, т.е. частичное или полное совмещение профессий. Полная взаимозаменяемость между членами бригады достигается тогда, когда каждый член бригады осваивает все операции, входящие в данный технологический процесс.
Степень разделения труда, объем совмещаемых по другим профессиям, специальностям работ позволяют выделить бригады:
С полным разделением труда, где каждый рабочий выполняет только свою операцию;
С частичным разделением труда, где отдельные работники периодически выполняют работы, не соответствующие их основной специальности;
С полной взаимозаменяемостью, где каждый член бригады осваивает операции, входящие в часть производственного процесса, закрепленного за бригадой.
Внедрение бригадной формы организации труда требует предварительной работы, заключающейся в тщательном изучении производственных условий и характера производственных связей. При этом формирование и функционирование бригад должно основываться на следующих принципах:
Технологическая или предметно-замкнутая специализация бригады с закреплением за ней операций, номенклатуры деталей и узлов;
Закрепление за бригадой определенной производственной площади, оборудования и т.д.;
Доведения до бригады производственного задания, отражающего конечные результаты коллективного труда, на которое ориентированы экономические показатель и система организации оплаты и стимулирования труда.
Указанных принципы могут быть реализованы наилучшим образом, если при организации бригад разрабатывается организационный проект, в котором находят решения вопросы регламентации труда и его оплаты, оптимизации численности, планирования, учета и хозрасчета.
Рациональное внутрипроизводственное разделение труда предполагает выполнение среди прочих и таких условий, как обеспечение полной загрузки работников, устранение монотонности труда, повышение его содержательности, обеспечение роста квалификации и расширения трудового профиля рабочих. Для выполнения перечисленных условий, в ряде случаев, необходимо отступать от строгого разделения работ по функциональному и технологическому признакам. Преодолеть отрицательные последствия узкоспециализированного труда позволяет совмещение профессий и функций, а также многостаночное обслуживание.
Совмещение профессий вызвано механизацией и автоматизацией производственных процессов, приводящих к увеличению доли свободного времени у рабочих. Оно позволяет решить важную для общества социальную задачу - повысить содержательность и привлекательность труда, снизить его монотонность, повысить профессиональный уровень рабочих. В общем виде, совмещение профессий представляет собой выполнение одним рабочим функций и работ, относящихся к различным профессиям. Оно может быть полным, если рабочий выполняет все трудовые функции рабочего другой специальности и частичным, если рабочему передается только часть функций, выполняемых рабочими других специальностей, профессии. В результате сокращается общая численность рабочих, растет производительность их труда.
Совмещение профессий и расширение на этой основе производственного профиля рабочих возможно путем овладения рабочими смежными и вторыми профессиями. Под смежной понимается профессия, для которой характерны технологическая или организационная общность с основной профессией, а также выполнение функции смежных профессий на рабочем месте основной профессии. Освоение вторых профессий - это такой вид совмещения, при котором трудовые функции по второй профессии не имеют общих признаков с функциями по основной профессии.
Основными условиями, при которых возможно и экономически оправдано совмещение профессий, являются:
неполная занятость рабочего по основной профессии, обусловленная технологией производства или применяемым оборудованием;
разновременность выполнения совмещаемых функций;
отсутствие отрицательного влияния совмещения работ на точность, качество и производительность труда;
достаточный для овладения второй профессией (специальностью) квалификационный уровень рабочего.
Совмещение профессий наиболее эффективно, когда совмещаются пр офессии или специальности, взаимосвязанные ходом технологического процесса, единством обрабатываемых предметов труда, выполнением основного и вспомогательного процесса.
Возможность совмещения профессий выявляется на основе данных фотографии рабочего времени, моментных и других наблюдений. На основе анализа полученных при этом затрат рабочего времени определяются наиболее целесообразные формы совмещения профессий.
На первом этапе, выявляют и устанавливают возможные границы такого совмещения исходя из функционального направления работ. Возможные варианты выбираются в следующей последовательности: определяется возможность совмещения профессий у основных рабочих, затем основными и вспомогательными и лишь после этого - у вспомогательных рабочих.
На втором этапе по выбранной форме совмещения определяется состав и объем совмещаемых работ. Критерием для оценки выбранного варианта совмещения профессий может служить коэффициент занятости рабочего К з , рассчитываемый по формуле
К з = ,
где Т з.о - занятость рабочего выполнением основной работы в течение смены, мин;
Т з.св - занятость рабочего выполнением работы по совмещаемой профессии в течение смены, мин;
Т см - продолжительность смены, мин.
Общая трудоемкость работ по основной и совмещаемой профессии не должна превышать длительности сменного времени, то есть коэффициент занятости не должен быть больше единицы.
На третьем этапе производится регламентация труда совмещающего профессии. Она может быть реализована в виде схем, графиков, расписаний, определяющих порядок и периодичность выполнения работ, способы и время выполнения.
ЛИТЕРАТУРА
Типовое положение об аттестации, рационализации, учете и планировании рабочих мест. М.: ВНМЦ, 2006.
Фильев В.И. Организация, нормирование и оплата труда в развитых странах. М.: ИнтелСинтез, 1996.
Фильев В.Н. Нормирование труда на современном предприятии. М.: 2002.
Подобные документы
Сущность, задачи и значение организации нормирования труда. Анализ организационной структуры управления КБТЭМ-ОМО и место нормирования проектного труда в этой структуре. Анализ технико-экономических показателей. Нормирование труда инженера-проектировщика.
курсовая работа , добавлен 26.11.2008
Процесс ректификации. Технологическая схема ректификационной установки для разделения смеси диоксан–толуол. Расчет параметров дополнительных аппаратов для тарельчатой колонны. Выбор конструкционных материалов, расчет теплового и материального баланса.
курсовая работа , добавлен 30.11.2010
Обоснование выбора основных режимов, методов обработки, оборудования, приспособлений. Составление технологической последовательности изготовления изделия. Предварительный расчет швейного потока. Технологическая схема разделения труда и ее анализ.
курсовая работа , добавлен 25.08.2010
Многообразные формы организации производства потоков, применяемые на швейных предприятиях. Распределение швейных салонов (ателье) по категориям. Особенности сдельной системы оплаты труда. Расчет стоимости, прибыли и рентабельности изготовления изделия.
курсовая работа , добавлен 29.04.2011
Сущность и разновидности многостаночного обслуживания. Методы нормирования и виды норм труда. Характеристика ОАО "Промтрактор". Анализ фотографии рабочего времени фрезеровщика. Мероприятия по совершенствованию нормирования труда. Баланс рабочего времени.
курсовая работа , добавлен 18.03.2013
Ректификация как один из наиболее важных методов разделения жидких смесей, сфера ее применения. Основные типы и конструкции, схемы ректификационных аппаратов. Установки для разделения многокомпонентных смесей. Технология работы ректификационной колонны.
презентация , добавлен 18.03.2014
История стоматологического материаловедения, предмет, задачи, методы исследования. Охрана труда и техника безопасности в стоматологии, оборудование рабочего места зубного техника. Свойств зуботехнических материалов. Требования гигиены при протезировании.
шпаргалка , добавлен 09.02.2011
Предварительный расчет потоков цеха, выбор его типа. Технологическая схема разделения труда. Технико-экономические показатели проектируемого потока, сводка оборудования. Организация качества швейных изделий, построение графа изготовления женского костюма.
курсовая работа , добавлен 10.08.2010
Виды назначения устройства приспособления, применяемых при монтаже наружных трубопроводов. Перспективные виды сварки. Методы, повышающие производительность труда. Способы сварки, повышающие производительность труда. Охрана труда. Электробезопасность.
курсовая работа , добавлен 18.09.2008
Нормативные материалы для нормирования труда, их применение. Сущность, разновидность, требования, разработка нормативных материалов. Методические положения по разработке нормативных материалов. Отраслевые нормативы. Классификация нормативов по труду.
Поточное производство — наиболее прогрессивный метод организации производства, характерный для промышленных швейных предприятий. Основные характеристики поточного производства:
- разделение труда между исполнителями;
- разделение процесса на несложные операции, равные или кратные по времени;
- закрепление каждой технологической операции за определенным рабочим местом;
- значительное повышение производительности труда за счет специализации рабочих мест, многократной повторяемости выполн
- соблюдение специализации потоков, секций, групп и рабочих мест;
- улучшение качества продукции благодаря специализации рабочих;
- рабочие места и оборудование размещают в технологической последовательности обработки изделия;
- непрерывное изготовление изделия — последовательная передача полуфабрикатов с операции на операцию немедленно после их выполнения;
- сокращение длительности производственного цикла (время пребывания швейного изделия в цехе от момента подачи его в крое до сдачи на склад готовой продукции) за счет повышения производительности труда и ритмичности работы;
- рациональное использование оборудования ввиду его полной загрузки;
- благоприятные условия для комплексной механизации и автоматизации производства.
При организации поточного производства руководство швейного предприятия решает следующие важные вопросы:
- бесперебойное снабжение потока кроем, полуфабрикатами, фурнитурой, вспомогательными материалами;
- смена ассортимента и моделей требует значительной перестройки всего производственного процесса;
- безаварийное снабжение рабочих мест электроэнергией, паром, налаженная работа оборудования;
- усиление контроля за своевременностью отшива полуфабрикатов.
В зависимости от количества подаваемых на рабочие места деталей кроя и полуфабрикатов различают потоки с поштучным, пачковым и комбинированным (поштучно-пачковым) питанием.
При поштучном питании на рабочие места подают по одному полуфабрикату. Такой способ питания применяют в конвейерных потоках со строгим ритмом.
Пачковое питание используют в потоках со свободным ритмом. Размер пачки зависит от вида изделия и стадии его готовности. Величина пачки должна быть такой, чтобы не появлялась монотонность в работе. Время обработки одной пачки не должно превышать 30 мин. В таблице 1 приведены типовые размеры пачек. Для эффективной работы пачку не разбирают, а обрабатывают с зажатыми с одной стороны деталями, или цепочкой, не отрезая нитки.
|
Таблица 1. Типовые размеры пачек |
|||
|
Вид материала |
Величина пачки по группам обработки, ед. |
||
|
заготовка |
монтаж |
отделка |
|
|
Плательные шерстяные ткани |
|||
|
Хлопчатобумажные ткани типа ситца |
|||
|
Ткани типа фланели |
|||
|
Шелковые ткани |
|||
Потоки бывают сквозные и секционные — с выделением секций заготовки, монтажа, отделки. Обычно в потоках организуют заготовительную, монтажную и отделочную секции. Не исключена и другая организация пошива: два монтажа, общая отделка на несколько потоков.
Преимущества секционных потоков перед несекционными:
- повышение качества продукции и производительности труда за счет специализации рабочих мест;
- обеспечение бесперебойной работы потока при переходе на новые модели за счет межсекционных запасов;
- в потоках большой мощности возможен различный ритм работы по секциям;
- чтобы избежать операций с повышенной кратностью, в монтажной секции выделяют два-три параллельных однотипных потока с суммарной мощностью, равной мощности заготовительной секции.
ОРГАНИЗАЦИЯ УЧЕТА, КОНТРОЛЯ И ОПЕРАТИВНОГО РЕГУЛИРОВАНИЯ РАБОТЫ ШВЕЙНОГО ЦЕХА
За организацию производства, прием-передачу, выдачу работникам заданий отвечают руководитель цеха, технологи, технический директор (главный инженер). На финансово-экономическую службу возлагают:
- обеспечение документального фиксирования и отражения в учете движения кроя, фурнитуры, готовой продукции;
- контроль объемов выполненных работ и начисление работникам сдельной зарплаты;
- планирование, оперативное диспетчирование пошива изделий, регулирование производственного процесса для выхода на нормы производственной программы;
- контроль показателей сдачи готовой продукции.
Учитывая обозначенную специфику, рассмотрим учетно-контрольные аспекты организации швейного производства , а также ситуации, которые требуют оперативного регулирования (поточное производство с пачковым запуском кроя).
Шаг 1. На запланированные к пошиву изделия от технологов затребуют нормативы. Это Конфекционная карта, Спецификация деталей кроя, Технологический процесс. Они нужны для планирования производственной программы.
Шаг 2. Составляют и выверяют Производственную программу . При необходимости программу корректируют с учетом ее выполнения в предыдущем месяце, поступления новых заказов, аварийной поломки оборудования и других факторов.
Ассортимент швейных изделий часто меняется. Применяют последовательно-ассортиментный или последовательно-цикличный запуск моделей. По мере запуска и выполнения работ отмечают факт в Производственной программе.
При расхождении сроков принимают оперативные меры. Выше показано положение дел в производстве на 12.07.2018. Видно, что блузы «Манго» сдали на склад готовой продукции с опозданием — фактически 08.07 (согласно плану их должны были сдать 05.07). Также на три дня позже начали пошив блуз «Вишня». Расхождений можно избежать, если контролировать поступление кроя в швейный цех.
Шаг 3. Контролируют поступление кроя из раскройного цеха в швейный согласно производственной программе.
Передачу кроя швейным цехам, учет кроя в процессе пошива и отделки, а также передачу готовых изделий на склад организуют по Маршрутным листам . Маршрутный лист выписывают в раскройном цехе на основании Карты раскроя . На крой по одной карте раскроя может выписываться несколько маршрутных листов. Количество изделий, на которое выписывают маршрутный лист, зависит от вида ассортимента и особенностей производства. Маршрутный лист сопровождает пачку кроя всех деталей из основной ткани, подкладки и приклада изделий одного размеророста.
В маршрутный лист вносят следующие данные:
- номер цеха, смены и бригады, для которых предназначен крой;
- номер карты раскроя и номер раскладки, по которым выполнен раскрой ткани;
- код изделия, номер модели и заказа;
- размерные признаки;
- количество единиц изделий и их номера;
- характеристику ткани, процент содержания волокон;
- номер цвета и др.
Представим Маршрутный лист на блузу «Цитрус» в количестве 26 шт., пошив которой предусмотрен на втором потоке.
Первый раздел маршрутного листа заполняют в раскройном цехе и используют для оформления передачи кроя в швейный цех. Приемщик принимает крой согласно маршрутным листам, путевке возчика и конфекционной карте.
Второй раздел заполняют в швейном цехе при сдаче на склад законченной партии готовой продукции. Заведующий складом расписывается во втором разделе маршрутного листа о получении. При обнаружении изделий с текстильными или производственными пороками заполняют строку «Списывается с маршрутного листа по акту-накладной №___», указывают дату и количество изделий.

Маршрутный лист выписывают в трех экземплярах. Количество экземпляров маршрутных листов соответствует количеству технологических переходов. На каждом из них остается один экземпляр с подписями, подтверждающими сдачу полуфабрикатов или изделий.
Первый экземпляр маршрутного листа оставляют в раскройном цехе для учета выдачи кроя в швейный цех, второй — в швейном цехе для отчета за полученный крой швейных изделий. Третий экземпляр после оприходования готовой продукции на складе передают сначала в плановый отдел для учета выполнения производственной программы, а затем в бухгалтерию для учета сдачи готовых изделий. Сдачу маршрутных листов в плановый отдел и бухгалтерию организуют по Сопроводительным реестрам .
В швейном цехе все поступившие Маршрутные листы вносят в Накопительную ведомость учета кроя в швейных цехах . Ведомость ведут по наименованиям, шифрам и моделям изделий. При необходимости экономист по планированию или бухгалтер сверяют учетные данные с записями в накопительной ведомости.
Шаг 4. Оперативно направляют запросы в швейный цех.
В производстве важно обеспечить ритмичную работу всех подразделений, равномерную их загрузку и выполнение программы. Координацию работ по обеспечению ритмичности производства выполняет плановый отдел или диспетчерская служба. Информацию о поступлении кроя в швейный цех плановикам передают в форме Сводок , которые формируют из сведений накопительных ведомостей учета кроя.

Руководство швейного цеха предоставляет сводку в плановую службу. По cводкам определяют, как выдерживаются сроки производственной программы и объем загрузки рабочих. Из Сводки на 05.07.2018 видно, что в швейный цех поступили комплекты кроя на блузы «Коралл», начало работ по пошиву которых запланировано на 05.07.2018 в производственной программе.
Шаг 5. Контролируют движение пачек кроя по рабочим местам и ведут учет объемов выполненных работ.
Для сопровождения пачек кроя по рабочим местам и учета выработки рабочих в швейных цехах применяют ведомости учета выработки рабочих, привязанные к маршрутным листам. Ведомости выписывают в раскройном цехе по реквизитам маршрутных листов в одном экземпляре. Комплектовщица кроя заполняет все реквизиты ведомости:
- номера маршрутных листов;
- номер модели;
- размеры и порядковые номера изделий;
- количество единиц изделий.
Ведомости учета выработки вместе с кроем поступают в швейный цех. Приемщица кроя проверяет правильность заполнения ведомостей и количество изделий, складывает пачки на стеллажи по группам обработки, вкладывая в каждую пачку деталей ведомость соответствующей группы.
Подборщик кроя доставляет пачки кроя вместе с ведомостями на рабочие места. Рабочий, обработав пачку кроя, проставляет под номером своей операции табельный номер, указывает количество обработанных изделий и дату.
Мастер проверяет правильность заполнения ведомостей, подбирает ведомости по порядку маршрутных листов и передает их в бухгалтерию для расчета заработной платы.
Рассмотрим Ведомость учета выработки рабочих № 14/3 от 05.07.2018 , которая относится к Маршрутному листу № 14. В зависимости от срочности работ, количества изделий в пачке и квалификации рабочих одну пачку могут брать в работу два и более рабочих. Тогда каждый рабочий напротив своей закрепленной операции указывает выполненное количество (операции 33 и 35).

О закреплении операции рабочих уведомляют заранее при запуске и выстраивании потока на новую модель (номер операции, содержание работ, норма времени, сдельная расценка, закрепленное оборудование, требуемая оснастка). Операции, как правило, типовые, а ряд изделий отличается цветом и фурнитурой. В таких случаях в ведомостях не пишут полное содержание операций, указывают только номер. Это упрощает заполнение ведомостей рабочими.
Ведомости важны не только для начисления сдельной зарплаты. Ведомость учета выработки поступит в экономическую службу только после завершения по пачке последней операции (часто это упаковка продукции). Оценить уровень незавершенного производства, движение кроя, процент готовности заказа в производстве поможет оперативная Сводка о незавершенном производстве от мастера швейного цеха. При необходимости в Сводке указывают номера пачек, маршрутных листов. Сводку мастер формирует на основании ведомостей и фактического просчета пачек по рабочим местам.
Рассмотрим несколько производственных ситуаций на основе Сводки от 11.07.2018 .

Производственная ситуация № 1
Необходимо выяснить, сможет ли цех в срок сдать на склад блузы «Цитрус».
- сколько продукции находится на каждой операции техпроцесса (информацию берут из Сводки от 11.07.2018);
- нормы времени на выполнение каждой операции (по техпроцессу, см. Шаг 1);
- численность бригады/смены. Оптимально уточнить «живую» численность у мастера, а не опираться на штатную, так как рабочие могут уйти в отпуск, на больничный.
Расчет начинают с табл. 2.
|
Таблица 2. Оценка уровня незавершенного производства по блузе «Цитрус» |
|||
|
№ операции по техпроцессу |
Количество изделий в НЗП |
Объем работ до готовности на единицу продукции, н/ч |
Необходимый фонд рабочего времени на объем, н/ч |
|
4 = [ 2 ] × [ 3 ] |
|||
|
Итого |
|||
Аналогичные расчеты выполняют по всем моделям, которые находятся в запуске. Необходимый фонд рабочего времени для завершения работ составляет: блузы «Коралл» — 250 ч, блузы «Вишня» — 963 ч.
Согласно производственной программе на 15.07 запланирована завершающая сдача блуз «Цитрус», а на 13.07 — блуз «Коралл». Это две первоочередные задачи, которые нужно выполнить. Одновременно в работе остается блуза «Вишня» (ее сдача запланирована на более поздний срок, в данном расчете эту модель не учитываем). Необходимый фонд рабочего времени составляет 738,2 ч (488,2 + 250).
Поток № 2 швейного цеха работает в две смены, в каждой смене по 12 работников. Режим — пятидневка. Значит, осталось три рабочих дня (11, 12 и 13 июля). Фонд времени составит 576 ч (12 × 2 × 3 × 8). Времени недостаточно . Если организовать выход в выходной день (суббота, 14 июля), то располагаемый фонд времени увеличится до 768 ч (12 × 2 × 4 × 8). Разница между необходимым и располагаемым фондом незначительная — 29,8 ч (768 - 738,2). Рабочие в простое не окажутся, после выполнения операции по двум срочным моделям вернутся к пошиву блуз «Вишня».
Вывод по расчетам: для сдачи в срок блуз «Цитрус» и «Коралл» необходимо:
- организовать выход рабочих в выходной день (действовать согласно трудовому законодательству);
- отложить пошив блуз «Вишня», которые также идут в запуске, и прогнать в первую очередь блузы «Цитрус» и «Коралл».
Важная деталь: ситуация рассматривалась упрощенно, без учета других факторов.
Производственная ситуация № 2
На одной из операций находится большое количество пачек, поэтому есть угроза срыва сроков сдачи продукции. Узкое место — операция № 34 (15 пачек, 370 шт.). Пропускная способность рабочего места — 50 шт. в смену, или 100 шт. в сутки. В уже оговоренные три рабочих дня (до 15.07) выход с операции составит 300 шт., а еще нужно учитывать блузу «Коралл», срок сдачи которой 13.07.
Принимают следующие меры для решения ситуации:
- организуют дополнительного рабочего на операцию № 34;
- передают часть пачек для выполнения операции № 34 на поток № 1 (при условии, что такое организационное решение не нарушит работу еще одного потока).
Шаг 6. Организуют выписку и контроль расходования фурнитуры.
Выдачу фурнитуры швейным цехам организуют по Заборной карте на количество полученного цехом кроя по установленным нормам расхода. Заборную карту на каждую модель в двух экземплярах выписывает плановый отдел на основании норм расхода. Один экземпляр — складу, второй — швейному цеху.
При выдаче фурнитуры производят запись в обоих экземплярах заборных карт. Прием-передачу материальных ценностей подтверждают подписями представителей цеха-получателя и склада. Дополнительная выдача или замена фурнитуры производится с письменного разрешения технического директора компании по требованиям-накладным .
Заборные карты закрывают в конце отчетного периода (декады, месяца) и передают в бухгалтерию для проверки и учета фурнитуры. В заборной карте должны быть указаны:
- цех-получатель;
- дата выписки и номер заборной карты;
- цифровое значение лимита, на какое количество продукции рассчитан лимит;
- подробная информация о продукции.
Максимальное количество фурнитуры, которое может быть отпущено со склада, указывают в графе «Лимит». Документ подписывают руководитель подразделения, которое устанавливает лимит, и материально ответственные лица подразделений цеха-получателя и склада. По окончании месяца подводят итог отпуска фурнитуры. Подсчитывают общее количество выданных материальных ценностей и вычитают из них возвраты.
Рассмотрим Заборную карту на получение фурнитуры № 83 от 01.07.2018 .

Заборная карта № 83 выписана из расчета на 800 единиц готовой продукции. Лимиты указаны с учетом процента технологических потерь. Например, этикетка брендовая — 820 шт. Отклонение от лимита допускается только в меньшую сторону. Ленту отделочную передали в количестве 365 м вместо 370, так как это был остаток рулона.
Для учета и контроля фурнитуры ведут . На основании Заборной карты № 83 получение цехом материальных ценностей отражено в графах 7 и 8, возврат на склад — в графах 21 и 22.
В графе «Списание затрат на себестоимость готовой продукции» отражены фурнитура и материалы, включенные в себестоимость выпущенной продукции. В графах 15 и 17 проверяют выдерживание норм.
В материальном балансе отражают все виды движения, которые могут иметь место в условиях швейного цеха. Это может быть передача между потоками для ускорения сдачи модели (графы 9, 10, 21, 22), излишки и недостачи по инвентаризации (графы 11, 12, 19, 20).
ООО «Аршин»
Материальный производственный баланс по фурнитуре
За период: 01.07-31.07.2018
Изделие: Блуза «Манго» 12-183
Подразделение: Швейный цех/Поток № 2
|
Объект учета |
Остаток на начало периода |
Приход |
Расход |
Остаток на конец периода |
|||||||||||||||||||||
|
наименование |
ед. изм. |
артикул |
цена, руб. |
получено со склада |
получено от другого цеха/потока |
взяты в учет излишки по инвентаризации |
итого |
списание затрат на себестоимость готовой продукции |
акт списания/брак/дефекты |
Списана недостача по инвентаризации |
Возврат на склад/передача в другой цех/поток |
Итого |
|||||||||||||
|
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
||||
|
Этикетка брендовая |
|||||||||||||||||||||||||
|
Лента отделочная |
|||||||||||||||||||||||||
|
Застежка-молния |
|||||||||||||||||||||||||
|
Застежка-молния |
|||||||||||||||||||||||||
|
Тремпель |
|||||||||||||||||||||||||
|
Нитки «Манго» |
|||||||||||||||||||||||||
|
Пакет упаковочный |
|||||||||||||||||||||||||
|
Итого |
|||||||||||||||||||||||||
Начальник ПЭО Суворова Е. С. Суворова
Контроль материального баланса позволит предпринять следующие оперативные меры реагирования:
- организовать пересмотр норм. Например, на указанные 800 шт. блуз «Манго» ленту отделочную списали на себестоимость меньше нормы (336 м). По результатам инвентаризации выявили и взяли в учет излишки. Такие факты говорят о завышенных нормах и необходимости срочно их проверить;
- организуют работу с материальными остатками после завершения пошива всей запланированной партии. Например, нитки и ленту отделочную сдают на склад, так как их цвет не подходит для другой выпускаемой продукции. Пакеты и этикетки перенаправляют на продукцию, пошив которой ведут (блуза «Вишня»);
- организуют работу по повышению сохранности материальных ценностей. За отчетный период провели списание застежки-молнии и тремпеля из-за наличия дефектов. Проверяют организацию работы на рабочих местах, предусматривают дополнительные тележки и стеллажи для фурнитуры, готовой продукции. Следует обратить внимание и на существенную недостачу: застежка-молния — 60 шт. Важно исключить хищения, пошив неучтенной продукции.
Шаг 7. Контролируют сдачу готовой продукции, соответствие объемов запуска и выпуска.
Как уже обозначено в Шаге 3, сдачу готовой продукции на склад ведут по второму разделу маршрутного листа. По маршрутным листам для контроля объемов выпуска целесообразно организовать . По маршрутным листам указывают количество продукции, которую запланировано получить из комплектов кроя (графа 5), и количество фактически сданных на склад изделий (графа 9).
В отдельных случаях брак продукции может быть выявлен уже на складе. Тогда готовую продукцию возвращают в цех на доработку. Сдачу на склад исправленной продукции отражают в учете дважды (графы 7 и 9). Чистая сдача на склад, то есть сдача за минусом возвратов на исправления брака, отражается в графе 10.
По отдельным моделям окончательного брака не избежать (например, в изделиях из шелка). Брак отражают в графе 11. В отчетном месяце по модели «Цитрус» списали 24 шт. Как правило, при составлении производственной программы учитывают вероятный неисправимый брак и организуют запуск в большем количество, чем нужно передать заказчику.
При организации производства и запуске изделий даже опытным технологам и экономистам не всегда удается предусмотреть все производственные факторы. Для оперативной корректировки объемов работ, соблюдения сроков сдачи при отставании от плана часть работы передают от одного потока (цеха, бригады, филиала) на другой. Такое движение кроя в производственном балансе вносят в графу 6. По блузе «Цитрус» в июле получен крой от потока № 1 в количестве 270 ед.
Сравнивают сдачу на склад (графа 10) с программой выпуска (Шаг 1). По блузам «Манго» и «Коралл» отклонений нет, программа выполнена. Блуза «Цитрус »: план — 1700 ед., на склад сдали 1650 ед. Выясняют и устраняют причину. Могла быть ошибка в документах на 50 единиц.
Блуза «Вишня »: существенное нарушение программы в 600 ед. При плане 2000 ед. на склад сдали 1400 ед. Оценивают процент готовности и определяют, сколько нужно рабочих дней для вхождения в план (см. Шаг 5). Принимают меры, корректируют производственную программу августа с учетом недовыполнения в июле.
ООО «Аршин»
Производственный баланс по объекту учета — крой/готовая продукция
За период: 01.07-31.07.2018
Подразделение: швейный цех
|
Изделие |
Ед. изм. |
Расчетный остаток готовой продукции в запуске на начало периода |
Приход |
Расход |
Расчетный остаток готовой продукции в запуске на конец периода |
|||||||
|
Получены комплекты кроя на расчетное количество изделий |
Возврат готовой продукции со склада в цех |
Итого приход |
Готовая продукция сдана на склад |
В том числе готовая продукция с учетом исправлений |
Готовая продукция списана/брак |
Итого расход |
||||||
|
наименование |
шифр |
от раскройного цеха |
от цеха/потока |
|||||||||
|
Блуза «Манго» 12-183 |
||||||||||||
|
Блуза «Цитрус» 12-184 |
||||||||||||
|
Блуза «Вишня» 12-185 |
||||||||||||
|
Блуза «Коралл» 12-186 |
||||||||||||
|
Итого |
||||||||||||
Начальник ПЭО Суворова Е. С. Суворова
Типовые причины невыполнения производственной программы в швейных цехах:
- не отлажен технологический процесс;
- некорректное нормирование, невыполнимый план;
- устаревшее оборудование, когда есть узкое место в виде одной машины на весь поток, и малейшее замедление в этом месте приводит к срыву сроков;
- недопоставки фурнитуры;
- отсутствие уполномоченного по принятию от заказчика (при пошиве на условиях контрактного производства);
- отсутствие рабочих по причине больничных листов;
- нехватка квалифицированных рабочих, неукомплектованность кадрового состава (часто из-за низкой зарплаты и высоких требований к качеству пошива и объемам выработки).
В производственном балансе контроль ведут укрупненно — по моделям. На практике всегда нужно учитывать много факторов. Для недопущения просрочек организуют контроль пошива по пачкам.
В Карточку учета пачек вносят данные о количестве пачек, поступивших в швейный цех. С учетом длительности производственного цикла рассчитывают дату сдачи на склад. По фактической сдаче продукции на склад также делают отметку в карточке.
 ООО «Аршин»
ООО «Аршин»
Из Карточки № 7 видно, что в срок сдали только пачку № 21, остальные сдают с отставанием. Оценивают, насколько критично нарушение сроков.
Пачка № 27 на склад не сдана, при этом пачки, которые поступили в цех позже, уже отшиты. Выясняют, на какой операции находится проблемная пачка, принимают меры по ускорению работ.
Часто сдачу задерживают из-за допущенного брака, неправильной расстановки приоритетов, бесконтрольности со стороны мастера. Если причина в браке, то оперативно организуют подкрой нужного количества деталей, используя для этого Акт на подкрой забракованных деталей.
Чтобы исключить нарушения сроков пошива, оптимизировать производственный цикл и повысить согласованность производительности рабочих потока, принимают следующие меры:
- изменяют продолжительность операции за счет передачи ее части предыдущей или последующей операциям;
- используют параллельное включение рабочих мест, вводят дополнительные рабочие места для операции;
- производят замену оборудования, улучшают организацию труда на операции для сокращения ее времени;
- распределяют рабочих по рабочим местам в соответствии с требованиями к производительности и индивидуальной приспособленности рабочего;
- за каждой операцией закрепляют конкретное рабочее место, но не рабочего (рабочие могут выполнять в потоке любую работу);
- выработку учитывают по отрывным купонам, прилагаемым к пачке деталей;
- на каждом рабочем месте создают оптимальные условия для эффективной работы, предусматривают рациональную оргтехоснастку (бобинодержатели), плоскости для наращивания крышки промышленного стола и т. д.;
- при комплектовании операций важную организационную роль отводят мастерам цеха, которые должны оперативно регулировать ситуацию с учетом многочисленных факторов; вводят показатели эффективности для мастера;
- для оперативного отражения производственных данных в учете организуют автоматизированное рабочее место мастера и диспетчера, применяют штрих-кодирование в маршрутных листах.
ПОДВОДИМ ИТОГИ
- Достоверный, полный и оперативный производственный учет — необходимая часть всей организационной работы от запуска до выпуска продукции. В швейном цехе нужно контролировать сроки и объемы сдачи продукции, не допускать узких мест, правильно реагировать на отклонения.
- Постановка производственного учета требует профессионализма. Важно выполнять три главных правила:
- обеспечивают порядок на производстве — наличие техпроцесса, нумерация мест хранения, упорядоченное размещение пачек, исполнительность мастеров, исключение хищений и т. д.;
- вырабатывают требования и отлаживают первичный документооборот (маршрутные листы, ведомости выработки, заборные карты);
- на основе «первички» формируют группировочные документы, материальные балансы, тематические сводки, проводят анализ показателей.
Эти правила справедливы для любой формы организации учета — ручной, в Excel или программе отраслевого учета с широким функционалом.
О. С. Полякова, эксперт